В Казани с успехом прошел ознакомительный семинар «Коммерческий учет энергоносителей», организованный консорциумом ЛОГИКА-ТЕПЛОЭНЕРГОМОНТАЖ в рамках серии выездных семинаров на территории России.
В столице Татарстана на мероприятии был полный аншлаг: небольшой семинар превратился в конференцию на 80 человек! Модератором выступил директор по развитию консорциума Роман Крикунов. Состав слушателей был представлен специалистами профильных комитетов, руководителями и техническими специалистами ресурсоснабжающих, проектных и монтажных организаций, а также сотрудниками ведущих промышленных предприятий региона, метрологических служб, управляющих компаний и вузов.
Рабочий день прошел ёмко и продуктивно: слушатели получили новые знания о тепловычислителях и газовых корректорах серии ЛОГИКА, а также теплосчетчиках и газовых измерительных комплексах, созданных на их базе. Эксперты консорциума рассказали об особенностях проектирования узлов учета тепловой энергии и автоматизированных тепловых пунктов на базе типовых решений – модульных узлов учета тепловой энергии «ТЭМ®-УУТЭ» и блочных тепловых пунктов заводской готовности «ТЭМ®-АИТП». Кроме того, на семинаре выступил приглашенный спикер из партнерской компании консорциума IMP PUMPS, который рассказал о применении насосного оборудования в современных инженерных системах.
Особый интерес у местных специалистов вызвало практическое занятие по настройке, программированию и эксплуатации тепловычислителей серии ЛОГИКА: СПТ940, СПТ941.20, СПТ944, СПТ962 и СПТ963. Каждый участник смог самостоятельно настроить фирменные приборы, а также задать вопросы по техническим характеристикам руководителю службы техподдержки.
Выражаем благодарность всем слушателям, посетившим наш семинар. Живой интерес, компетентность и высокий статус участников предоставили замечательную возможность обменяться опытом и проблематикой в сфере коммерческого учета энергоносителей на региональном уровне. Мы всегда открыты для обратной связи и организовываем работу на выездных семинарах таким образом, чтобы наши партнеры в дальнейшем могли использовать фирменное оборудование максимально эффективно.
Приглашаем специалистов принять участие в заключительном в 2019 году семинаре, который пройдет в Санкт-Петербурге 19-21 ноября. С программой можно ознакомиться на сайте консорциума в разделе «Мероприятия».
Описываемая в статье технология, конструктивное решение
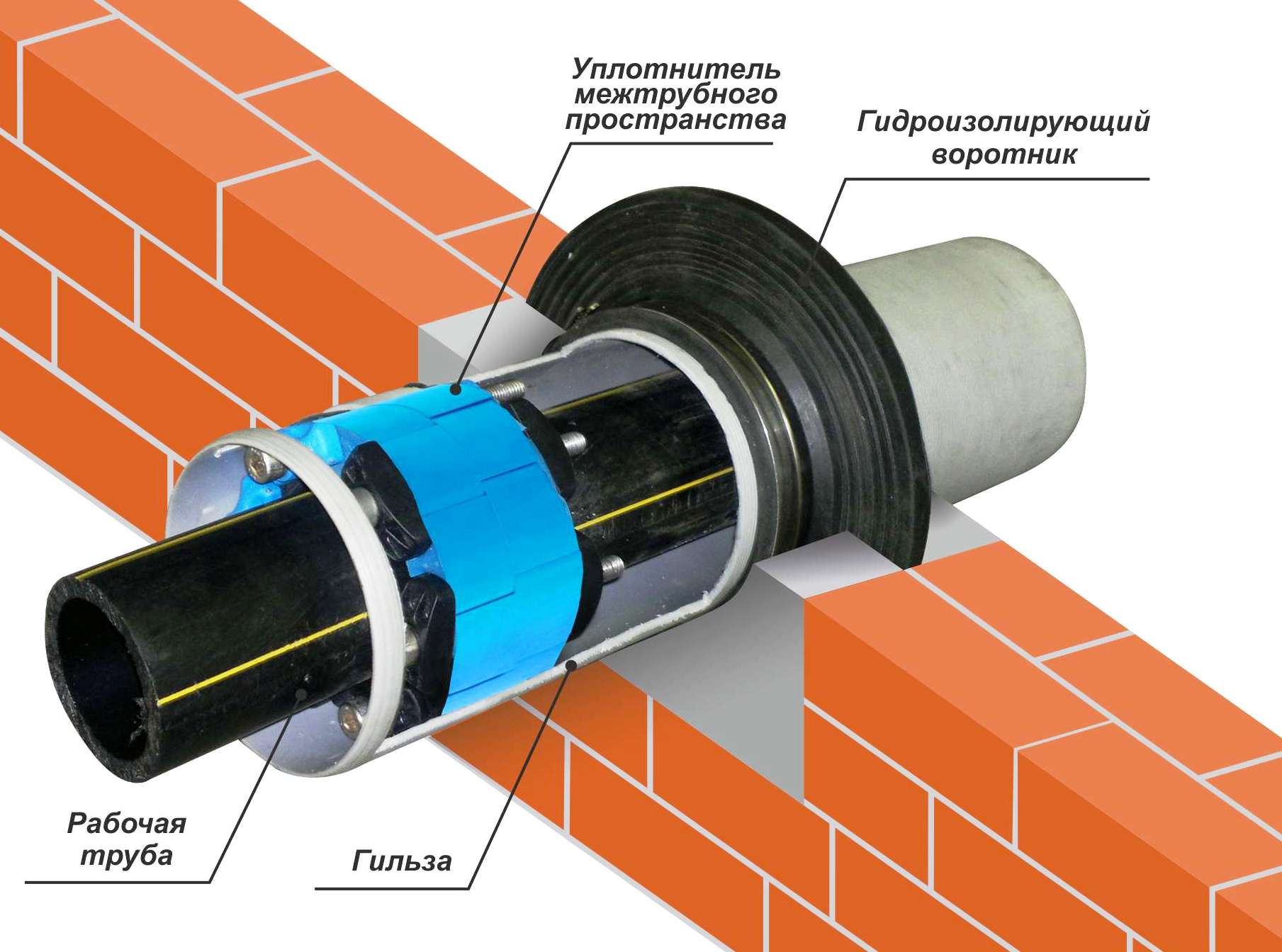
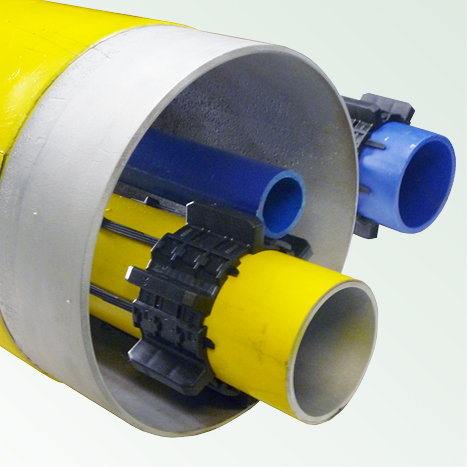
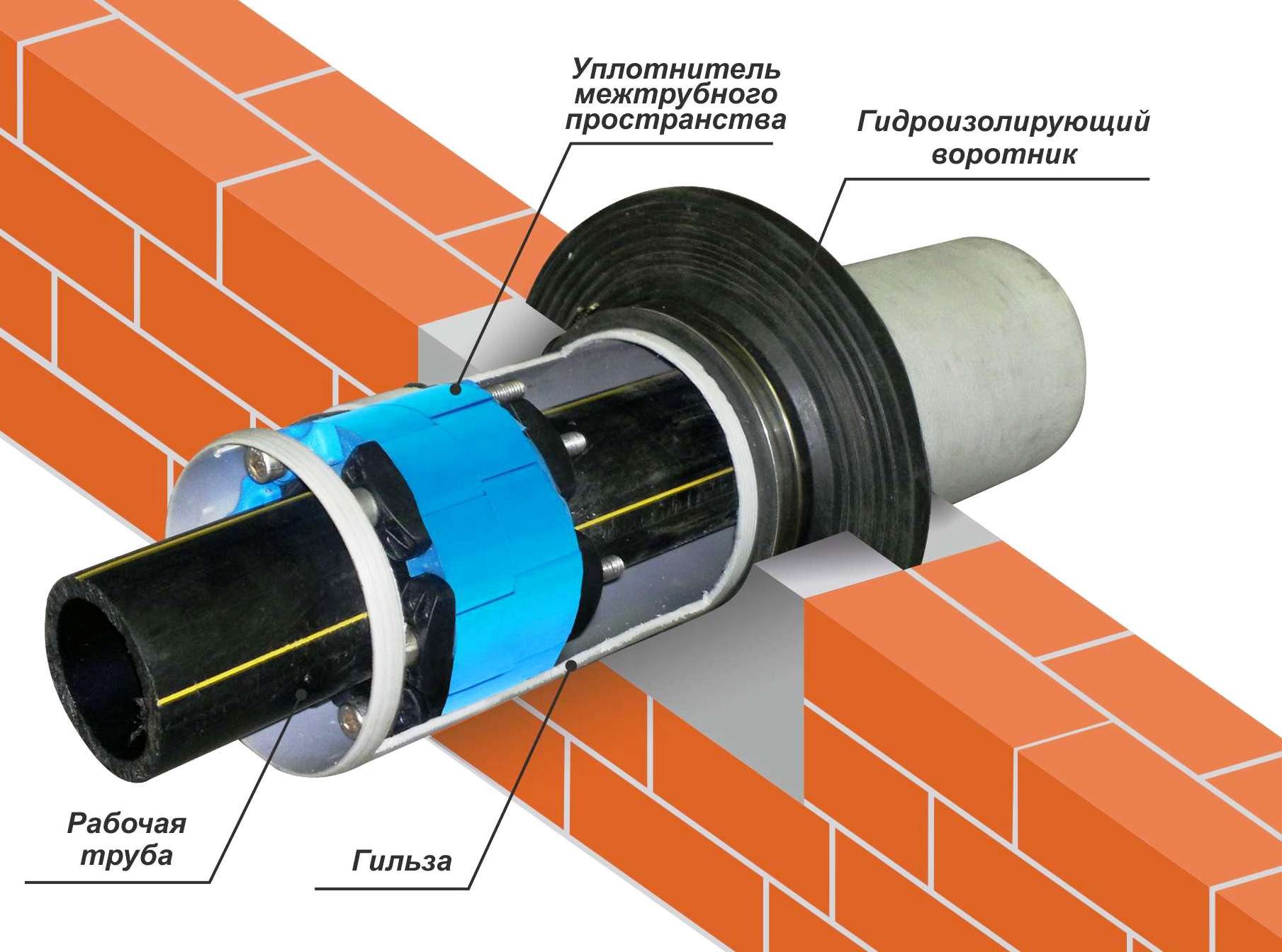
Узел герметизации АктивРинг*, состоящий из гильзы, гидроизолирующего воротника (гидроворотник марки АР), уплотнителя межтрубного пространства АктивРинг, опорно-направляющих колец марки АР и герметизирующей манжеты для защиты торцов футляра марки АР.
При прокладке труб водопровода, теплоснабжения, кабелей через стены, фундамент, перекрытия зданий, стены колодцев и во множестве других аналогичных случаев неизбежны зазоры:
— между рабочей трубой и отверстием в строительной конструкции;
— в случае прокладки рабочей трубы через гильзу (футляр) — между внутренней поверхностью гильзы и рабочей трубой;
— в месте поверхностного контакта внешней поверхности гильзы со стеной, фундаментом, перекрытием.
Незагерметизированные зазоры приводят к тому, что в помещения проникает атмосферная и грунтовая влага.
Рис. 3. Проход трубы теплоснабжения в гильзе через фундамент многоэтажного жилого комплекса. Протечка через зазор между внутренней поверхностью гильзы и рабочей трубой. Видны остатки каболки, внизу, под торцом гильзы, установлена бочка для сбора грунтовой воды, вытекающей из гильзы. Аналогичный вид имеет проход второй трубы теплоснабжения
В первую очередь вода проникает в помещение из плохо загерметизированного зазора (пространства) между рабочей трубой и внутренней поверхностью гильзы (далее — зазор 1).
Затем, по мере коррозии металлической гильзы и из-за отсутствия адгезии металла к материалу стены, начинается течь в месте поверхностного контакта внешней поверхности гильзы со стеной (далее — зазор 2). На практике, как правило, именно этот зазор является причиной затопления подвальных помещений и не поддается заделке без капитальных работ.
Традиционные решения
Обычно для герметизации зазора 1 прохода труб используют:
— каболку (сплетенный канат, жгут, из органического или синтетического материала, пропитанный нефтесодержащим раствором для улучшения герметизирующих свойств волокна);
— герметики;
— строительную пену;
— цементные смеси;
— комбинации материалов (каболка и цементная смесь);
— подручные материалы (кирпич, обломки бетона, стекловату и т. п.).
Зазор 2 (место поверхностного контакта внешней поверхности гильзы со стеной) обычно не герметизируется, т. е. гладкая гильза бетонируется (закладывается) в стене.
Последствия традиционных решений
Общие недостатки применения традиционных материалов для уплотнения и герметизации (каболка, пены и герметики, цементная смесь):
— недолговечность, со временем слеживаются, теряют первоначальные объем и упругость, каждый весенне-осенний период, как правило, возникает необходимость работ по предотвращению течей;
— не выдерживают давления более 2 бар, выдавливаются из отверстия, протекают;
— впитывают влагу;
— плохо компенсируют вибрационные (гидроудары) и другие эксплуатационные нагрузки (изменения температуры) на рабочие трубы, из-за чего в уплотнении появляются зазоры, трещины, через которые просачивается влага;
— в случае появления течи неремонтопригодны, требуется очистка межтрубного пространства и их полная замена.
Рис. 4. Протечки, стояние воды, затопленные тепловые камеры
Рис. 4. Протечки, стояние воды, затопленные тепловые камеры
Обычные последствия для подвальных помещений это — протечки, подставленные под торцы гильз емкости для сбора протекающей воды, ржавые потеки на стенах, стояние грунтовой воды, повышенная влажность, коррозия труб и металлических конструкций, в худших случаях — появление грибка и плесени.
Во влажном и теплом помещении создаются условия для размножения насекомых, которые через систему вентиляции и открытые двери попадают в вышерасположенные квартиры, офисы.
Тепловые камеры достаточно часто заполнены до уровня грунтовых вод, даже на территории современных жилых комплексов.
Длительное проникновение влаги в помещения создает условия для образования плесени, грибка, которые негативно влияют на здоровье, а также на конструктивные элементы и отделку зданий, домов, кроме того, на их внутреннее наполнение (оборудование, мебель, текстиль и прочее).
Рис. 4. Протечки, стояние воды, затопленные тепловые камеры
Рис. 5. Протечки, плесень
С плесневым грибком бороться довольно затратно, неэкологично, а зачастую и невозможно.
Идея герметизации
Учитывая, что при эксплуатации трубопровода изменяются его размеры (диаметр, длина) от изменений давления и температуры рабочей жидкости, то и конструкция устройства для герметизации зазоров должна упруго компенсировать такие деформации.
При этом важно, чтобы уплотнение сохраняло свою способность к компенсации вибраций и деформаций достаточно длительное время, как минимум на срок стандартной гарантии при устройстве инженерных сетей.
Важна также стойкость к кислотно-щелочной среде городских почв и грунтовых вод.
Монтаж уплотнения должен быть чистым, максимально простым и за минимальное количество операций.
Рис. 5. Протечки, плесень
Решение должно быть выполнено в одном конструктиве и комплексно защищать от всех возможных видов протечек.
Приведенная к периоду гарантийной эксплуатации стоимость узла герметизации (первоначальные и эксплуатационные затраты) должна быть ниже приведенной стоимости традиционной технологии герметизации проходов труб.
Конкретное решение для зазора 1
Зазор 1 — межтрубное (кольцевое) пространство между рабочей трубой и внутренней поверхностью гильзы или внутренней поверхностью отверстия в стене, фундаменте, перекрытии.
Уплотнитель кольцевого пространства АктивРинг*
Герметизирует зазоры (рис. 6):
— поз. 1: между рабочей трубой (поз. 2) и отверстием в строительной конструкции (поз. 3);
— поз. 4: в случае установки в строительную конструкцию (поз. 3) футляра (закладной гильзы) (поз. 5) для прокладки в нем рабочей трубы, то между внутренней поверхностью гильзы и рабочей трубой.
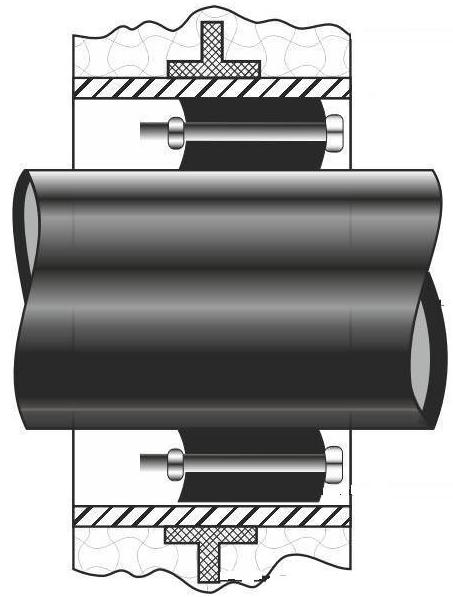
Рис. 6. Устройство и принцип действия
Рис. 7. Устройство и принцип действия
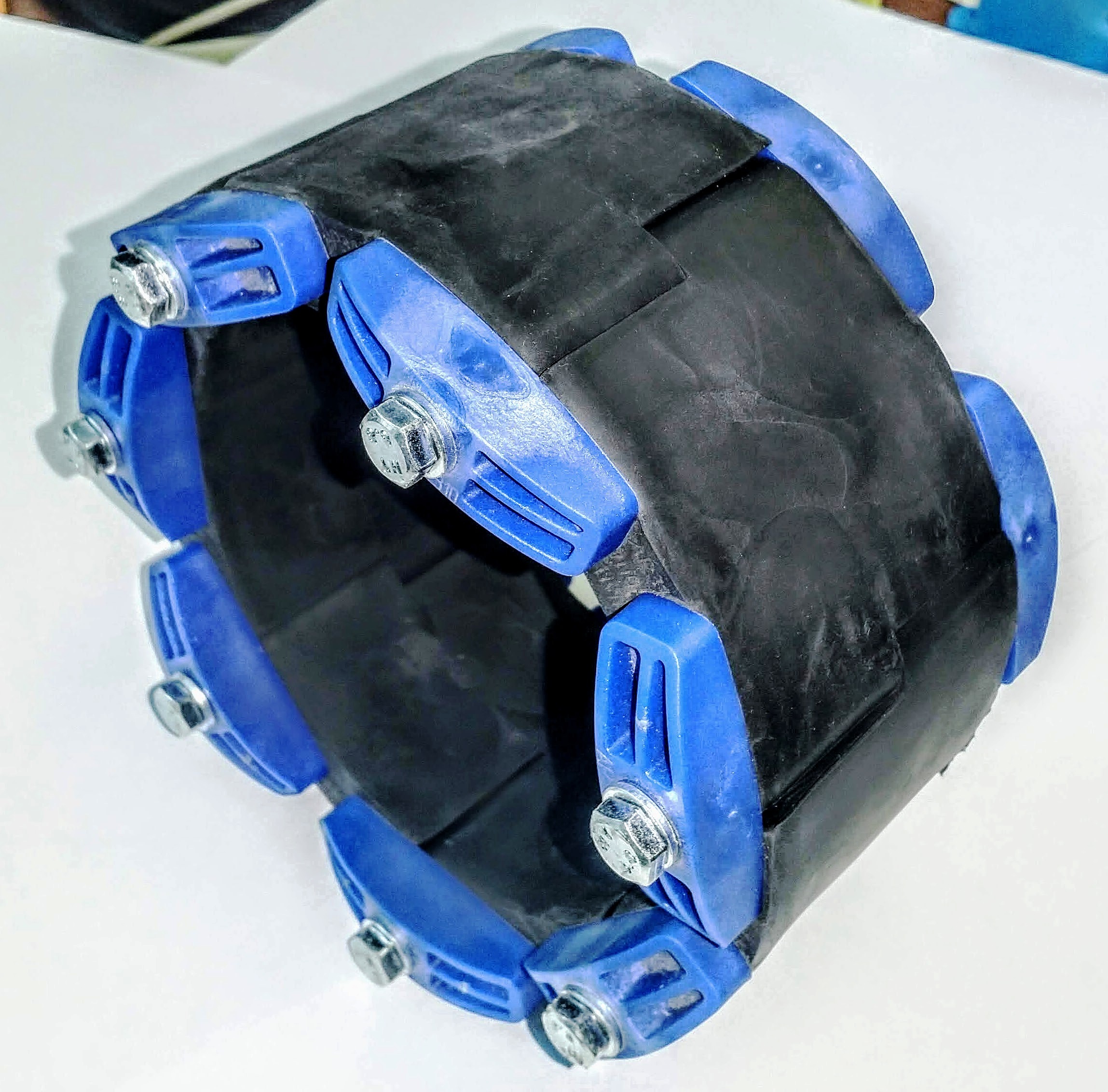
Уплотнитель состоит из набора упругих элементов (звеньев) (рис. 7, 8, поз. 6), соединенных болтом с гайкой (поз. 8) через две прижимные пластины (поз. 7).
Упругие элементы выполнены из специально подобранной полимерной композиции с добавлением каучука.
Основные свойства материала упругого элемента:
— долговременная упругость (способность длительное время поддерживать постоянное давление на поверхности труб, прижимные пластины);
— минимальная остаточная деформация после снятия деформирующей нагрузки.
Материал допускает использование его в воде, кислотах и щелочах, масле, топливе, растворителях, других нефтепродуктах.
Рис. 8. Устройство и принцип действия
При последовательном и контролируемом (по моменту затяжки или визуально по мере выдавливания материала упругих элементов в зазоры между прижимными пластинами (рис. 10, поз. 9) затягивании болтов (рис. 9, 10, поз. 8), прижимные пластины давят на торцы упругих элементов, толщина упругих элементов увеличивается, межтрубное пространство заполняется материалом упругих элементов, зазор уплотняется, и проход трубы становится герметичным.
Основные характеристики:
Герметичность — рабочая до 2 бар, при установке стопора от выдавливания до 6 бар.
Термостойкость — рабочая от -40 до +80 °С, кратковременно до +110 °С. Термостойкость уплотнителя из силиконовой композиции: от -55 до +204 °С.
Электрическая изоляция рабочей трубы (катодная защита): электрическая пробивная прочность не менее 500 V/мм.
Рис. 9
Рис. 10
Преимущества
Надежная и долговечная гидроизоляция места прохождения трубы или кабеля через препятствие.
Простой, быстрый и чистый монтаж. Устанавливается как при новом монтаже коммуникаций (строительстве), так и на уже смонтированные трубы и кабели.
Конструкция уплотнителя допускает его установку на все виды труб из металла, полимеров (включая гофрированные), комбинированных материалов и труб любых конструкций, а также на одиночные кабели диаметром от 25 мм.
Может применяться в узлах без гильзы (футляра) при условии правильной геометрии и гладкости внутренней поверхности отверстия (достигаемых, например, алмазным бурением).
Выдерживают давление более 2 бар, не выдавливаются из межтрубного пространства, не впитывают влагу.
Высокая коррозионная стойкость — крепежные элементы изготавливаются в двух вариантах: оцинкованные (с желтым хроматированием) и из нержавеющей стали.
Срок службы уплотнителя — 20 лет.
Уплотнитель допускает многократное использование: снятие, установку, подтяжку упругих элементов. После снятия уплотнителя межтрубное пространство остается чистым.
Простая подтяжка болтов (при необходимости) исключает необходимость проводить каждый весенне-осенний период трудоемкие и грязные работы по предотвращению течи.
Поглощает вибрации, шумы, компенсирует небольшие механические нагрузки.
Компенсирует тепловые деформации труб тепловых сетей и труб горячего водоснабжения в изоляции.
Электрически изолирует рабочую трубу или кабель от гильзы. Электрохимически защищает трубы от коррозии.
Вспомогательные материалы для монтажа уплотнителя АктивРинг и дополнительной защиты прохода труб для зазора 1.
Установка уплотнителя кольцевого пространства требует фиксации рабочей трубы в гильзе или в отверстии в стене по центру отверстия. Кроме этого, уплотнитель межтрубного пространства не предназначен для использования его в качестве опоры для рабочей трубы.
Отцентрировать и зафиксировать рабочую трубу относительно гильзы или отверстия можно с помощью опорно-направляющих колец марки АР (ОНК), устанавливаемых непосредственно в гильзу позади уплотнителя, т. е. сначала устанавливается ОНК, затем — уплотнитель.
Для защиты торца гильзы со стороны грунта рекомендуется устанавливать герметизирующую манжету для защиты торцов футляров.
Рис. 12. Герметизирующая манжета для защиты торцов футляров
Рис. 11. Опорно-направляющие кольца марки АР в качестве центрирующей опоры
Конкретное решение для зазора 2
Зазор 2 — место поверхностного контакта внешней поверхности гильзы со стеной, фундаментом, перекрытием.
Течь возникает в указанном месте из-за коррозии металлической гильзы и из-за отсутствия адгезии металла к материалу стены.
Гидроизолирующий воротник марки АР (гидроворотник АР).
Устройство, принцип действия, преимущества
При прокладке и бетонировании труб в стенах, фундаментах, перекрытиях, из-за плохой адгезии материалов труб и стен, а также вибраций и микросмещений труб относительно стены в процессе эксплуатации, коррозии металла неизбежно возникновение зазора между трубой и материалом, из которого выполнены стены, фундаменты, перекрытия.
Рис. 13. Гидроизолирующий воротник
Рис. 13. Гидроизолирующий воротник
Аналогичная ситуация проявляется, когда по нормативным требованиям или требованиям заказчика применяются гильзы (футляры) для прокладки в них рабочих труб. Зазор 2 возникает между гильзой и материалом стен, фундаментов или перекрытий.
Способ применения — монтаж (бетонирование) рабочей трубы или гильзы с установленным на них гидроворотником.
Цилиндрическая часть гидроворотника (втулка) уплотняет зазор между трубой или гильзой и втулкой, а воротниковая часть после затяжки хомутов из нержавеющей стали препятствует проникновению влаги через микропоры и микротрещины в материале стены, фундамента, перекрытия.
Гидроворотник АР изготавливается для диапазона диаметров от 25 до 1400 мм
Технические характеристики:
Прочность на разрыв не менее 5 Мпа.
Относительное удлинение не менее 500%.
Твердость по Шору 55 +/-5 ед.
Диапазон рабочих температур использования от -40 до +80 °С
Непроницаем для грунтовых вод, выдерживает давление до 5 бар.
Комплексное решение для всех зазоров
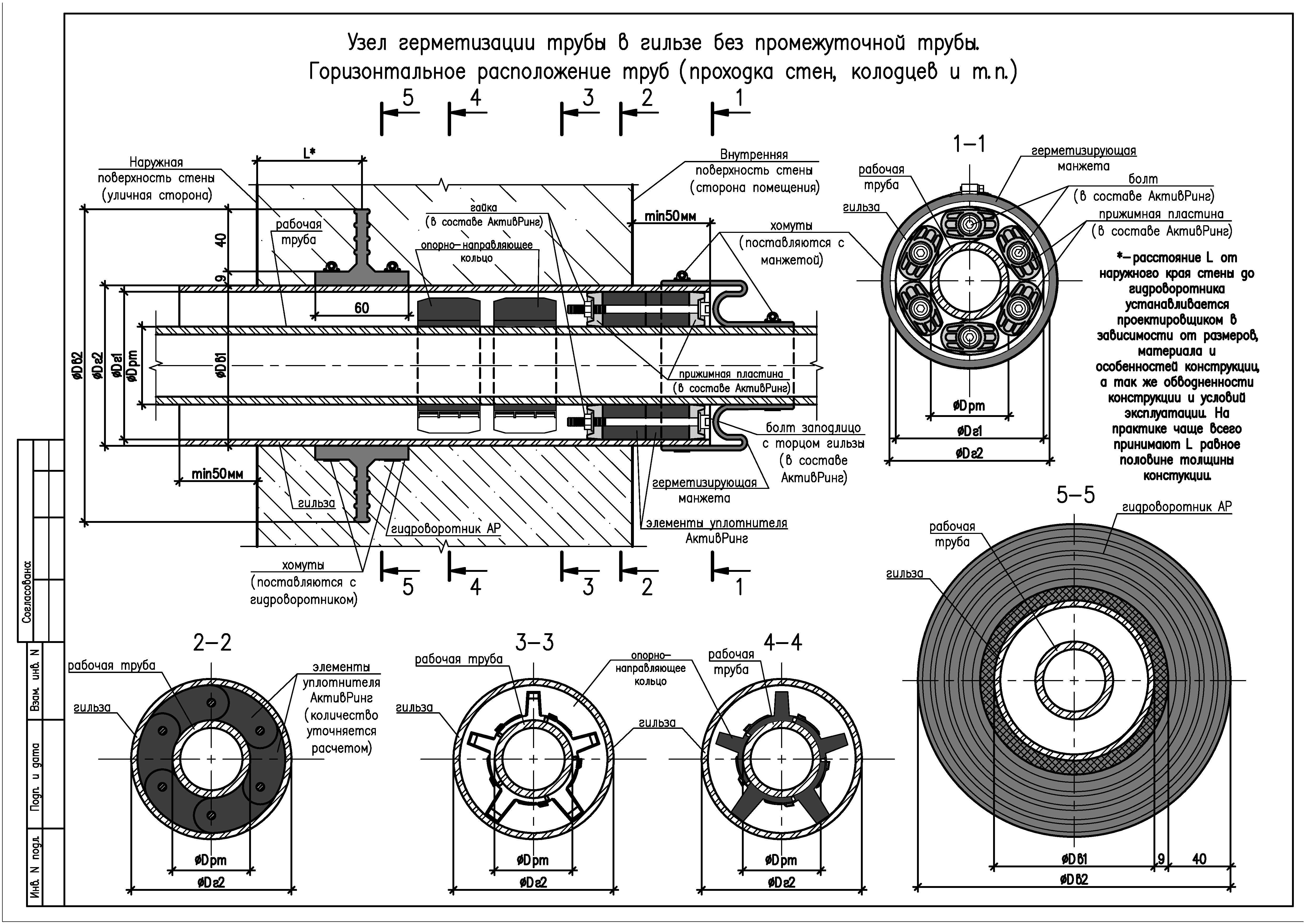
Узел герметизации АктивРинг*, состоящий из гильзы, гидроизолирующего воротника (гидроворотник марки АР), уплотнителя межтрубного пространства АктивРинг, опорно-направляющих колец марки АР и герметизирующей манжеты для защиты торцов футляра марки АР.
Рис. 14. Узел герметизации АктивРинг*
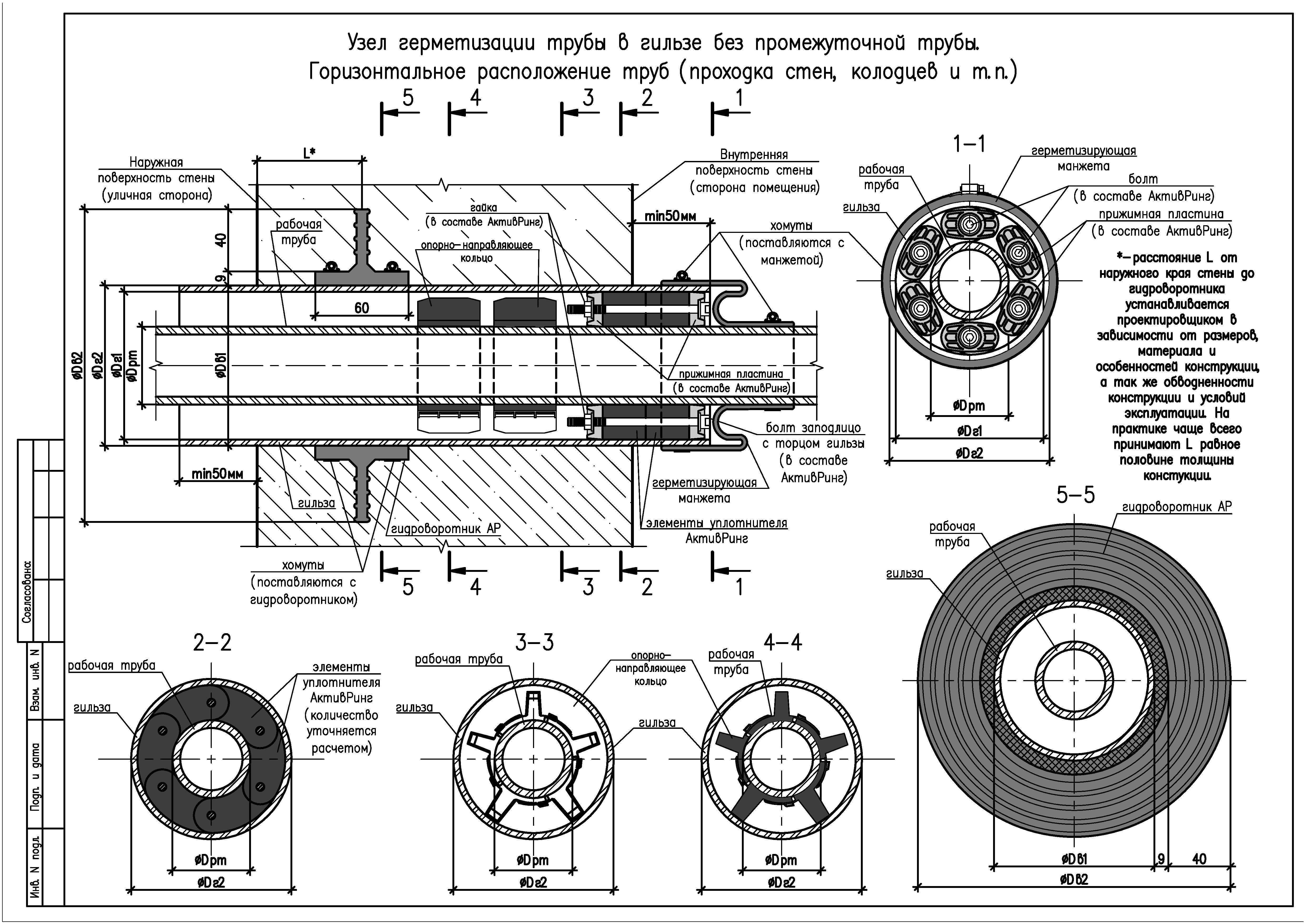
Рис. 15. Чертеж узла герметизации АктивРинг*
Базовым элементом, на котором и в котором устанавливаются комплектующие узла, является гильза.
Минимальные и максимальные размеры узла (диаметры, толщины, длина) определяются диапазонами размеров комплектующих.
Величина межтрубного пространства от 10 до 165 мм.
Диаметр гильз неограничен, так как гидроворотники и герметизирующие манжеты могут быть изготовлены на любой сортамент труб из любых материалов.
Практические примеры применения узла герметизации АктивРинг*
Рис. 16. Узлы в сборе на строительной площадке
Рис. 16. Узлы в сборе на строительной площадке
Компания ООО «АКТИВ ПИТЕР СТРОЙ» совместно с заказчиком, подрядчиком и эксплуатирующей организацией провела годичную 2018–2019 гг. опытную эксплуатацию узлов герметизации проходов труб теплоснабжения в жилом комплексе.
За время опытной эксплуатации была остановлена течь грунтовой воды из пространства между гильзой и рабочей трубой, проведены монтажные и сварочные работы на трубопроводах, гидравлические и тепловые испытания, сезонные подача и прекращение подачи теплоносителя.
Рис. 16. Узлы в сборе на строительной площадке
Уплотнители межтрубного пространства АктивРинг не сдвинулись горизонтально относительно футляра (не «вышли» из футляра) и не дали течь.
Результаты опытной эксплуатации подтверждены актами о мониторинге состояния проходов труб с применением уплотнителя межтрубного пространства АктивРинг.
Гарантия на герметичность узла — 5 лет при условии соблюдения центрирования труб, требований по монтажу и соблюдения температурных режимов эксплуатации (от -40 до +80 °С).
Срок службы не менее 20 лет.
ООО «АКТИВ ПИТЕР СТРОЙ»
198188, Санкт-Петербург, ул. Зайцева, д. 41, офис 219
Описываемая в статье технология, конструктивное решение
Узел герметизации АктивРинг*, состоящий из гильзы, гидроизолирующего воротника (гидроворотник марки АР), уплотнителя межтрубного пространства АктивРинг, опорно-направляющих колец марки АР и герметизирующей манжеты для защиты торцов футляра марки АР.
При прокладке труб водопровода, теплоснабжения, кабелей через стены, фундамент, перекрытия зданий, стены колодцев и во множестве других аналогичных случаев неизбежны зазоры:
— между рабочей трубой и отверстием в строительной конструкции;
— в случае прокладки рабочей трубы через гильзу (футляр) — между внутренней поверхностью гильзы и рабочей трубой;
— в месте поверхностного контакта внешней поверхности гильзы со стеной, фундаментом, перекрытием.
Незагерметизированные зазоры приводят к тому, что в помещения проникает атмосферная и грунтовая влага.
Рис. 3. Проход трубы теплоснабжения в гильзе через фундамент многоэтажного жилого комплекса. Протечка через зазор между внутренней поверхностью гильзы и рабочей трубой. Видны остатки каболки, внизу, под торцом гильзы, установлена бочка для сбора грунтовой воды, вытекающей из гильзы. Аналогичный вид имеет проход второй трубы теплоснабжения
В первую очередь вода проникает в помещение из плохо загерметизированного зазора (пространства) между рабочей трубой и внутренней поверхностью гильзы (далее — зазор 1).
Затем, по мере коррозии металлической гильзы и из-за отсутствия адгезии металла к материалу стены, начинается течь в месте поверхностного контакта внешней поверхности гильзы со стеной (далее — зазор 2). На практике, как правило, именно этот зазор является причиной затопления подвальных помещений и не поддается заделке без капитальных работ.
Традиционные решения
Обычно для герметизации зазора 1 прохода труб используют:
— каболку (сплетенный канат, жгут, из органического или синтетического материала, пропитанный нефтесодержащим раствором для улучшения герметизирующих свойств волокна);
— герметики;
— строительную пену;
— цементные смеси;
— комбинации материалов (каболка и цементная смесь);
— подручные материалы (кирпич, обломки бетона, стекловату и т. п.).
Зазор 2 (место поверхностного контакта внешней поверхности гильзы со стеной) обычно не герметизируется, т. е. гладкая гильза бетонируется (закладывается) в стене.
Последствия традиционных решений
Общие недостатки применения традиционных материалов для уплотнения и герметизации (каболка, пены и герметики, цементная смесь):
— недолговечность, со временем слеживаются, теряют первоначальные объем и упругость, каждый весенне-осенний период, как правило, возникает необходимость работ по предотвращению течей;
— не выдерживают давления более 2 бар, выдавливаются из отверстия, протекают;
— впитывают влагу;
— плохо компенсируют вибрационные (гидроудары) и другие эксплуатационные нагрузки (изменения температуры) на рабочие трубы, из-за чего в уплотнении появляются зазоры, трещины, через которые просачивается влага;
— в случае появления течи неремонтопригодны, требуется очистка межтрубного пространства и их полная замена.
Рис. 4. Протечки, стояние воды, затопленные тепловые камеры
Рис. 4. Протечки, стояние воды, затопленные тепловые камеры
Обычные последствия для подвальных помещений это — протечки, подставленные под торцы гильз емкости для сбора протекающей воды, ржавые потеки на стенах, стояние грунтовой воды, повышенная влажность, коррозия труб и металлических конструкций, в худших случаях — появление грибка и плесени.
Во влажном и теплом помещении создаются условия для размножения насекомых, которые через систему вентиляции и открытые двери попадают в вышерасположенные квартиры, офисы.
Тепловые камеры достаточно часто заполнены до уровня грунтовых вод, даже на территории современных жилых комплексов.
Длительное проникновение влаги в помещения создает условия для образования плесени, грибка, которые негативно влияют на здоровье, а также на конструктивные элементы и отделку зданий, домов, кроме того, на их внутреннее наполнение (оборудование, мебель, текстиль и прочее).
С плесневым грибком бороться довольно затратно, неэкологично, а зачастую и невозможно.
Рис. 4. Протечки, стояние воды, затопленные тепловые камеры
Рис. 5. Протечки, плесень
Идея герметизации
Учитывая, что при эксплуатации трубопровода изменяются его размеры (диаметр, длина) от изменений давления и температуры рабочей жидкости, то и конструкция устройства для герметизации зазоров должна упруго компенсировать такие деформации.
При этом важно, чтобы уплотнение сохраняло свою способность к компенсации вибраций и деформаций достаточно длительное время, как минимум на срок стандартной гарантии при устройстве инженерных сетей.
Важна также стойкость к кислотно-щелочной среде городских почв и грунтовых вод.
Монтаж уплотнения должен быть чистым, максимально простым и за минимальное количество операций.
Рис. 5. Протечки, плесень
Решение должно быть выполнено в одном конструктиве и комплексно защищать от всех возможных видов протечек.
Приведенная к периоду гарантийной эксплуатации стоимость узла герметизации (первоначальные и эксплуатационные затраты) должна быть ниже приведенной стоимости традиционной технологии герметизации проходов труб.
Конкретное решение для зазора 1
Зазор 1 — межтрубное (кольцевое) пространство между рабочей трубой и внутренней поверхностью гильзы или внутренней поверхностью отверстия в стене, фундаменте, перекрытии.
Уплотнитель кольцевого пространства АктивРинг*
Герметизирует зазоры (рис. 6):
— поз. 1: между рабочей трубой (поз. 2) и отверстием в строительной конструкции (поз. 3);
— поз. 4: в случае установки в строительную конструкцию (поз. 3) футляра (закладной гильзы) (поз. 5) для прокладки в нем рабочей трубы, то между внутренней поверхностью гильзы и рабочей трубой.
Рис. 6. Устройство и принцип действия
Рис. 7. Устройство и принцип действия
Уплотнитель состоит из набора упругих элементов (звеньев) (рис. 7, 8, поз. 6), соединенных болтом с гайкой (поз. 8) через две прижимные пластины (поз. 7).
Упругие элементы выполнены из специально подобранной полимерной композиции с добавлением каучука.
Основные свойства материала упругого элемента:
— долговременная упругость (способность длительное время поддерживать постоянное давление на поверхности труб, прижимные пластины);
— минимальная остаточная деформация после снятия деформирующей нагрузки.
Материал допускает использование его в воде, кислотах и щелочах, масле, топливе, растворителях, других нефтепродуктах.
Рис. 8. Устройство и принцип действия
При последовательном и контролируемом (по моменту затяжки или визуально по мере выдавливания материала упругих элементов в зазоры между прижимными пластинами (рис. 10, поз. 9) затягивании болтов (рис. 9, 10, поз. 8), прижимные пластины давят на торцы упругих элементов, толщина упругих элементов увеличивается, межтрубное пространство заполняется материалом упругих элементов, зазор уплотняется, и проход трубы становится герметичным.
Основные характеристики:
Герметичность — рабочая до 2 бар, при установке стопора от выдавливания до 6 бар.
Термостойкость — рабочая от -40 до +80 °С, кратковременно до +110 °С. Термостойкость уплотнителя из силиконовой композиции: от -55 до +204 °С.
Электрическая изоляция рабочей трубы (катодная защита): электрическая пробивная прочность не менее 500 V/мм.
Рис. 9
Рис. 10
Преимущества
Надежная и долговечная гидроизоляция места прохождения трубы или кабеля через препятствие.
Простой, быстрый и чистый монтаж. Устанавливается как при новом монтаже коммуникаций (строительстве), так и на уже смонтированные трубы и кабели.
Конструкция уплотнителя допускает его установку на все виды труб из металла, полимеров (включая гофрированные), комбинированных материалов и труб любых конструкций, а также на одиночные кабели диаметром от 25 мм.
Может применяться в узлах без гильзы (футляра) при условии правильной геометрии и гладкости внутренней поверхности отверстия (достигаемых, например, алмазным бурением).
Выдерживают давление более 2 бар, не выдавливаются из межтрубного пространства, не впитывают влагу.
Высокая коррозионная стойкость — крепежные элементы изготавливаются в двух вариантах: оцинкованные (с желтым хроматированием) и из нержавеющей стали.
Срок службы уплотнителя — 20 лет.
Уплотнитель допускает многократное использование: снятие, установку, подтяжку упругих элементов. После снятия уплотнителя межтрубное пространство остается чистым.
Простая подтяжка болтов (при необходимости) исключает необходимость проводить каждый весенне-осенний период трудоемкие и грязные работы по предотвращению течи.
Поглощает вибрации, шумы, компенсирует небольшие механические нагрузки.
Компенсирует тепловые деформации труб тепловых сетей и труб горячего водоснабжения в изоляции.
Электрически изолирует рабочую трубу или кабель от гильзы. Электрохимически защищает трубы от коррозии.
Вспомогательные материалы для монтажа уплотнителя АктивРинг и дополнительной защиты прохода труб для зазора 1.
Установка уплотнителя кольцевого пространства требует фиксации рабочей трубы в гильзе или в отверстии в стене по центру отверстия. Кроме этого, уплотнитель межтрубного пространства не предназначен для использования его в качестве опоры для рабочей трубы.
Отцентрировать и зафиксировать рабочую трубу относительно гильзы или отверстия можно с помощью опорно-направляющих колец марки АР (ОНК), устанавливаемых непосредственно в гильзу позади уплотнителя, т. е. сначала устанавливается ОНК, затем — уплотнитель.
Для защиты торца гильзы со стороны грунта рекомендуется устанавливать герметизирующую манжету для защиты торцов футляров.
Рис. 12. Герметизирующая манжета для защиты торцов футляров
Рис. 11. Опорно-направляющие кольца марки АР в качестве центрирующей опоры
Конкретное решение для зазора 2
Зазор 2 — место поверхностного контакта внешней поверхности гильзы со стеной, фундаментом, перекрытием.
Течь возникает в указанном месте из-за коррозии металлической гильзы и из-за отсутствия адгезии металла к материалу стены.
Гидроизолирующий воротник марки АР (гидроворотник АР).
Устройство, принцип действия, преимущества
При прокладке и бетонировании труб в стенах, фундаментах, перекрытиях, из-за плохой адгезии материалов труб и стен, а также вибраций и микросмещений труб относительно стены в процессе эксплуатации, коррозии металла неизбежно возникновение зазора между трубой и материалом, из которого выполнены стены, фундаменты, перекрытия.
Аналогичная ситуация проявляется, когда по нормативным требованиям или требованиям заказчика применяются гильзы (футляры) для прокладки в них рабочих труб. Зазор 2 возникает между гильзой и материалом стен, фундаментов или перекрытий.
Рис. 13. Гидроизолирующий воротник
Рис. 13. Гидроизолирующий воротник
Способ применения — монтаж (бетонирование) рабочей трубы или гильзы с установленным на них гидроворотником.
Цилиндрическая часть гидроворотника (втулка) уплотняет зазор между трубой или гильзой и втулкой, а воротниковая часть после затяжки хомутов из нержавеющей стали препятствует проникновению влаги через микропоры и микротрещины в материале стены, фундамента, перекрытия.
Гидроворотник АР изготавливается для диапазона диаметров от 25 до 1400 мм
Технические характеристики:
Прочность на разрыв не менее 5 Мпа.
Относительное удлинение не менее 500%.
Твердость по Шору 55 +/-5 ед.
Диапазон рабочих температур использования от -40 до +80 °С
Непроницаем для грунтовых вод, выдерживает давление до 5 бар.
Комплексное решение для всех зазоров
Рис. 15. Чертеж узла герметизации АктивРинг*
Рис. 14. Узел герметизации АктивРинг*
Узел герметизации АктивРинг*, состоящий из гильзы, гидроизолирующего воротника (гидроворотник марки АР), уплотнителя межтрубного пространства АктивРинг, опорно-направляющих колец марки АР и герметизирующей манжеты для защиты торцов футляра марки АР.
Базовым элементом, на котором и в котором устанавливаются комплектующие узла, является гильза.
Минимальные и максимальные размеры узла (диаметры, толщины, длина) определяются диапазонами размеров комплектующих.
Величина межтрубного пространства от 10 до 165 мм.
Диаметр гильз неограничен, так как гидроворотники и герметизирующие манжеты могут быть изготовлены на любой сортамент труб из любых материалов.
Практические примеры применения узла герметизации АктивРинг*
Рис. 16. Узлы в сборе на строительной площадке
Рис. 16. Узлы в сборе на строительной площадке
Компания ООО «АКТИВ ПИТЕР СТРОЙ» совместно с заказчиком, подрядчиком и эксплуатирующей организацией провела годичную 2018–2019 гг. опытную эксплуатацию узлов герметизации проходов труб теплоснабжения в жилом комплексе.
За время опытной эксплуатации была остановлена течь грунтовой воды из пространства между гильзой и рабочей трубой, проведены монтажные и сварочные работы на трубопроводах, гидравлические и тепловые испытания, сезонные подача и прекращение подачи теплоносителя.
Уплотнители межтрубного пространства АктивРинг не сдвинулись горизонтально относительно футляра (не «вышли» из футляра) и не дали течь.
Рис. 17. Узлы герметизации АктивРинг* установлены в проход в фундаменте 9-этажного жилого дома для последующего бетонирования. *) АктивРинг — зарегистрированный товарный знак
Результаты опытной эксплуатации подтверждены актами о мониторинге состояния проходов труб с применением уплотнителя межтрубного пространства АктивРинг.
Гарантия на герметичность узла — 5 лет при условии соблюдения центрирования труб, требований по монтажу и соблюдения температурных режимов эксплуатации (от -40 до +80 °С).
Срок службы не менее 20 лет.
ООО «АКТИВ ПИТЕР СТРОЙ»
198188, Санкт-Петербург, ул. Зайцева, д. 41, офис 219
31 октября 2019 года в Санкт-Петербурге (улица Цветочная, д. 19, конференц-зал Selectel) ГК «ТЕРМОКУЛ» при поддержке Ассоциации «АВОК СЕВЕРО-ЗАПАД» вновь представит свои инженерные решения, а также текстильные воздуховоды Prihoda (Чехия), холодильное оборудование «РЕФКУЛ» и оборудование KTK KLIMATECHNIK.
Начало регистрации в 9 часов 30 минут. Мероприятие начнется в 10 часов.
В ходе семинара участникам будут продемонстрированы возможности и преимущества текстильных воздуховодов Prihoda, основные сферы их применения, технические особенности проектирования и монтажа данных воздуховодов, а также опыт применения и экономический анализ систем воздухораспределения на базе текстильных и оцинкованных воздуховодов.
Кроме этого слушатели семинара познакомятся с холодильным оборудованием и климатическими агрегатами «РЕФКУЛ», техническими и технологическими возможностями нового завода «РЕФКУЛ» (конструктив, характеристики, условия сотрудничества).
Завершится семинар обзором 40-летнего опыта KTK KLIMATECHNIK в кондиционировании воздуха и охлаждении технологических процессов, представлением широкой линейки водоохлаждающих машин, рассказом об их применении, качественных и стоимостных характеристик для Российского рынка, а также демонстрацией энергоэффективных решений Danfoss и экскурсией по дата-центру Selectel.
Условия участия: бесплатное, по предварительной регистрации.
Для регистрации необходимо заполнить заявку и отправить по факсу +7 (812) 336-95-60 доб. 140 или по e-mail: margarita@sro-is.ru
Р. Н. Галль, директор центра разработки и реализации проектов АО «Промэнерго»
А. С. Семенов, директор центра оборудования для систем водоснабжения АО «Промэнерго»
Актуальные проблемы в области централизованных систем водоснабжения и водоотведения/канализования (аварийное состояние сетей, технологическая отсталость и изношенность оборудования сооружений, избыточность по производительности эксплуатируемого оборудования), определяющие их эксплуатационные возможности и технический уровень, находятся в обсуждении специалистов отрасли уже достаточно длительное время (см., например, [7]).
При рассмотрении необходимости реконструкции сооружений возрастает потребность как в критериях выбора первоочередных объектов инвестирования, так и в определении оптимальных типовых проектных решений (ТПР), обеспечивающих внедрение инновационных, эффективных (почти равно — энергосберегающих), надежных технологий, технических систем и оборудования (подпадающих под определение НДТ).
При оценке целесообразности реконструкции или модернизации сооружений водоканала, и в первую очередь насосных станций (далее НС), одним из основных критериев является срок окупаемости инвестиций. Как уже отмечалось ранее, анализ результата технических обследований, выполненных АО «Промэнерго» (далее Промэнерго) на объектах ВКХ, показывает большой разброс этого значения (в интервале от 2 до 25 лет).
Показателен пример реконструкции канализационных насосных станций (далее КНС) г. Архангельска в период 2008–2012 гг. В ходе начальной эксплуатации реконструированных канализационных станций были получены существенные результаты в части энергосбережения, однако сравнение полученных результатов по реконструированным КНС позволяло сделать вывод о существенных различиях в уровне экономии электроэнергии (как в абсолютных, так и в относительных значениях). Не снимая фактора изношенности оборудования при выборе КНС для реконструкции, можно предположить, что в целом выбор станций техническими консультантами для реконструкции выполнялся на основании экспертных оценок, которые не могли опираться на детальные представления об энергоэффективности работы установленного ранее оборудования по причине отсутствия необходимых данных в полном объеме.
При выборе первоочередных объектов реконструкции следует проводить технические обследования в объеме требований [2], с обязательным включением в состав работ параметрических измерений. В качестве специальной инструментальной базы для таких измерений может быть рекомендован мобильный измерительный комплекс (МИК, Промэнерго). Использование МИК для параметрических обследований позволяет получить информацию как об основных параметрах работы существующего насосного оборудования, так и в целом о состоянии арматуры и трубопроводов НС, а также смоделировать работу станции при условии установки нового оборудования, как при сохранении режимов водопотребления, так и с учетом прогнозируемого изменения. Таким образом, может быть обеспечена возможность рассмотреть варианты реконструкции, выбрать наиболее эффективный из них и обоснованно оценить эффективность реконструкции на соответствующем объекте.
В более ранних публикациях авторов [4, 7] приводились примеры для иллюстрации возможностей применения МИК с целью получения реальной информации о работе НС, позволяющей разработать действенные рекомендации по оптимизации работы оборудования и сокращению энергопотребления. В связи с увеличением объемов работ по реконструкции (модернизации) насосных систем в водоснабжении и канализации возрастает спрос эксплуатирующих организаций на содержательные обследования. В статье представлены информационно-аналитические материалы (выборочные и обобщенные данные, примеры выполненных в 2019 году обследований силами Промэнерго), демонстрирующие возможности корректного обоснования технических решений, предлагаемых к последующей реализации.
В качестве первого «свежего» примера приведем результаты обследования 5 повысительных станций СПРВ г. Кингисеппа (№ 1, 4, 9, 11, 15). Основными целями параметрического обследования повысительных насосных станций (далее ПНС) были определены:
— получение данных о фактических параметрах (режимах) работы эксплуатируемого насосного оборудования путем их измерений с помощью МИК, с последующим определением уровней энергоэффективности оборудования в зафиксированных режимах работы;
— разработка рекомендаций в части возможных мероприятий по оптимизации работы насосного оборудования для обеспечения энергосбережения и повышения энергетической эффективности на основании полученных в ходе измерений данных о фактических параметрах (режимах) работы;
— моделирование работы рекомендуемого насосного оборудования с учетом возможной нагрузки.
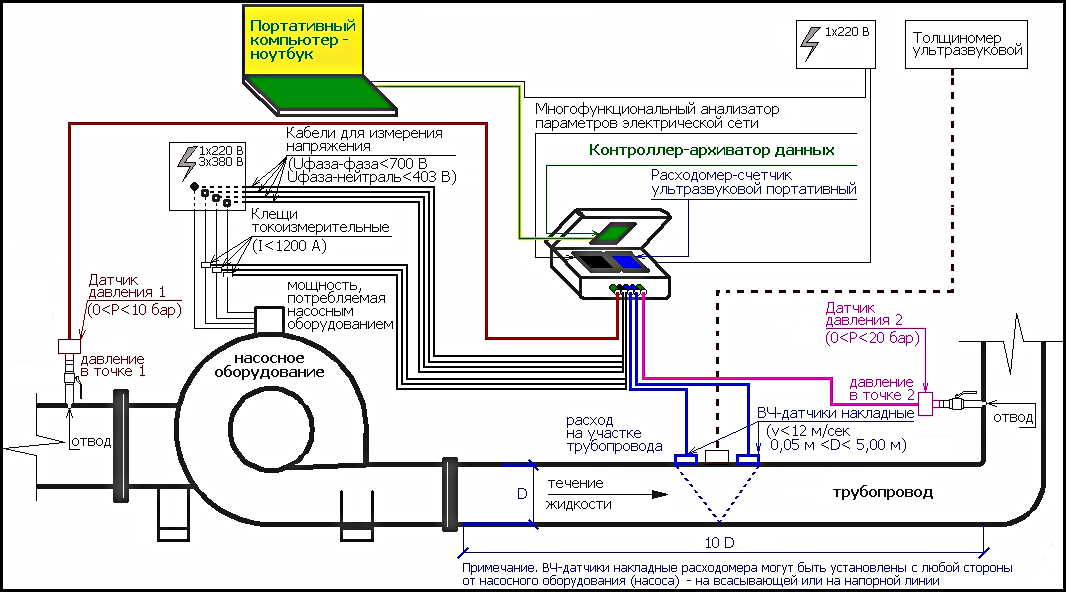
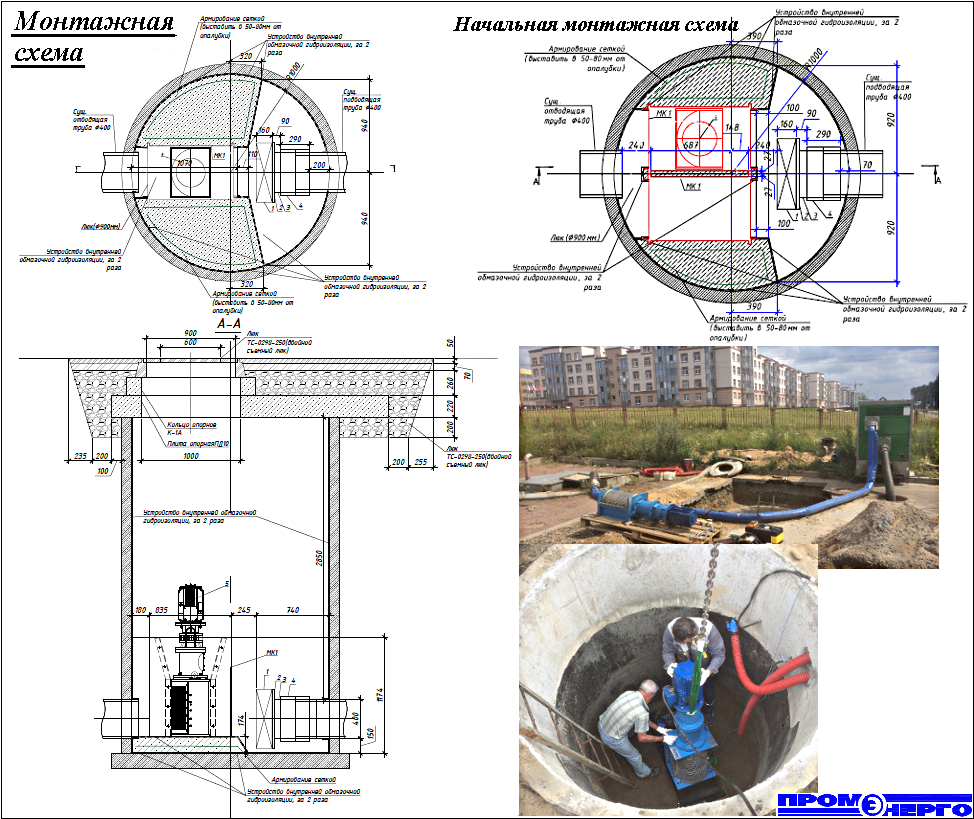
Принципиальная схема установки МИК приведена на рис. 1.
Рис. 1. Принципиальная схема установки МИК для измерений в ПНС
Обследуемые ПНС обеспечивают хозяйственно-питьевой водой несколько жилых микрорайонов г. Кингисеппа. Все станции относятся ко II категории надежности. Электроснабжение ПНС осуществляется через два ввода напряжением 380 В с ручным переключением. На каждой станции установлен 1 повысительный насос, который находится в постоянной работе, резервирование не обеспечивается. На станциях № 9, 11, 15 регулирование работы насосного оборудования производится при помощи частотного преобразователя. На станциях № 1, 4 регулирование работы насосного оборудования не применяется.
Параметрическое обследование работы насосной станции повышения давления производилось при фактическом режиме работы системы водоснабжения. Замер производился с целью определения фактических параметров работы насосной станции, с последующим определением эффективности ее работы.
Измерение параметров работы проводилось в периоды:
ПНС № 1 — с 15:18 10 июля по 12:40 11 июля 2019 года;
ПНС № 4 — с 15:01 11 июля по 10:44 12 июля 2019 года;
ПНС № 9 — с 14:26 12 июля по 13:35 13 июля 2019 года;
ПНС № 11 — с 14:11 21 сентября по 13:57 25 сентября 2018 года;
ПНС № 15 — с 17:11 15 июля по 12:24 16 июля 2019 года.
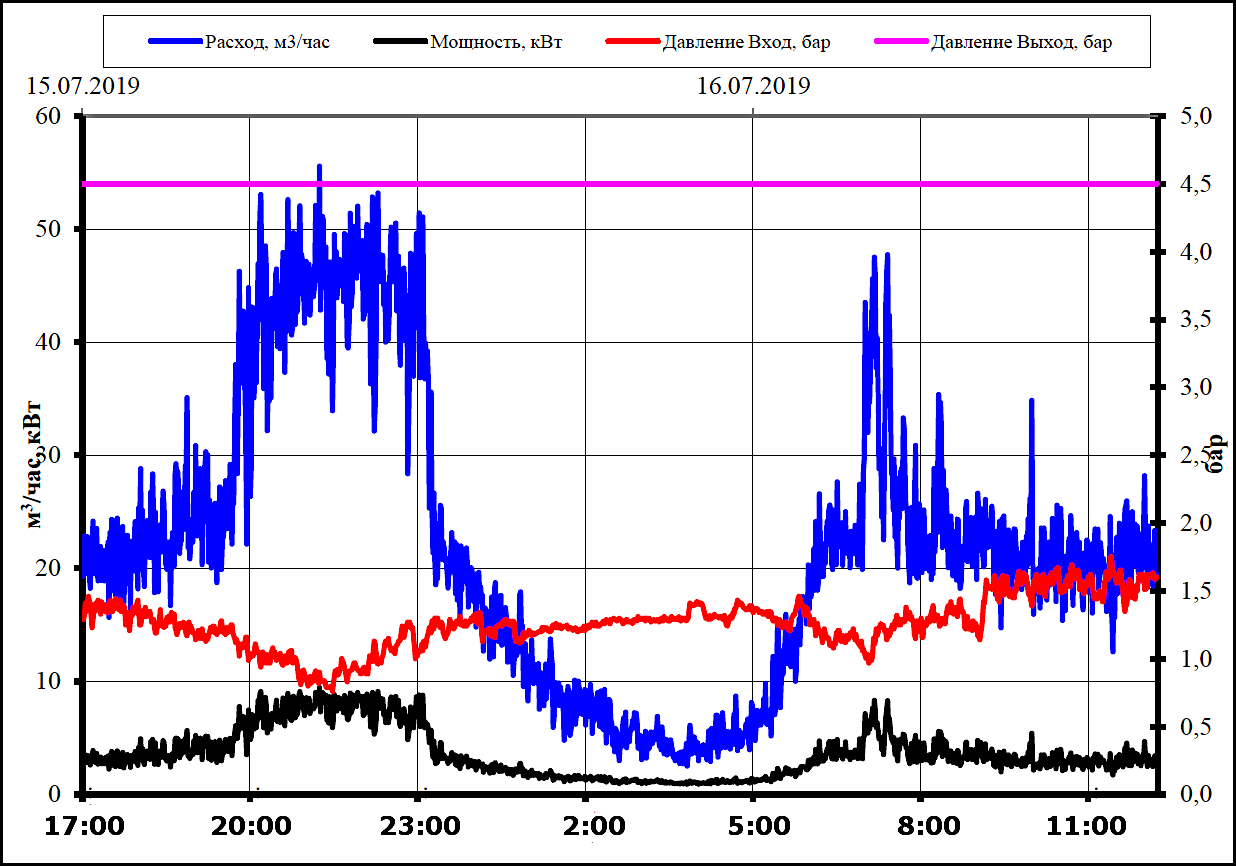
Температура перекачиваемой питьевой воды на момент проведения инструментальных замеров составляла 5–10 °С. В ходе измерений фиксировались следующие показатели насоса: давление в трубопроводе перед насосом, давление в трубопроводе после насоса, расход воды через насос (подача насоса), потребляемая электрическая мощность. Интервал регистрации параметров — 1 минута (измерения 1/секунда с поминутным осреднением).
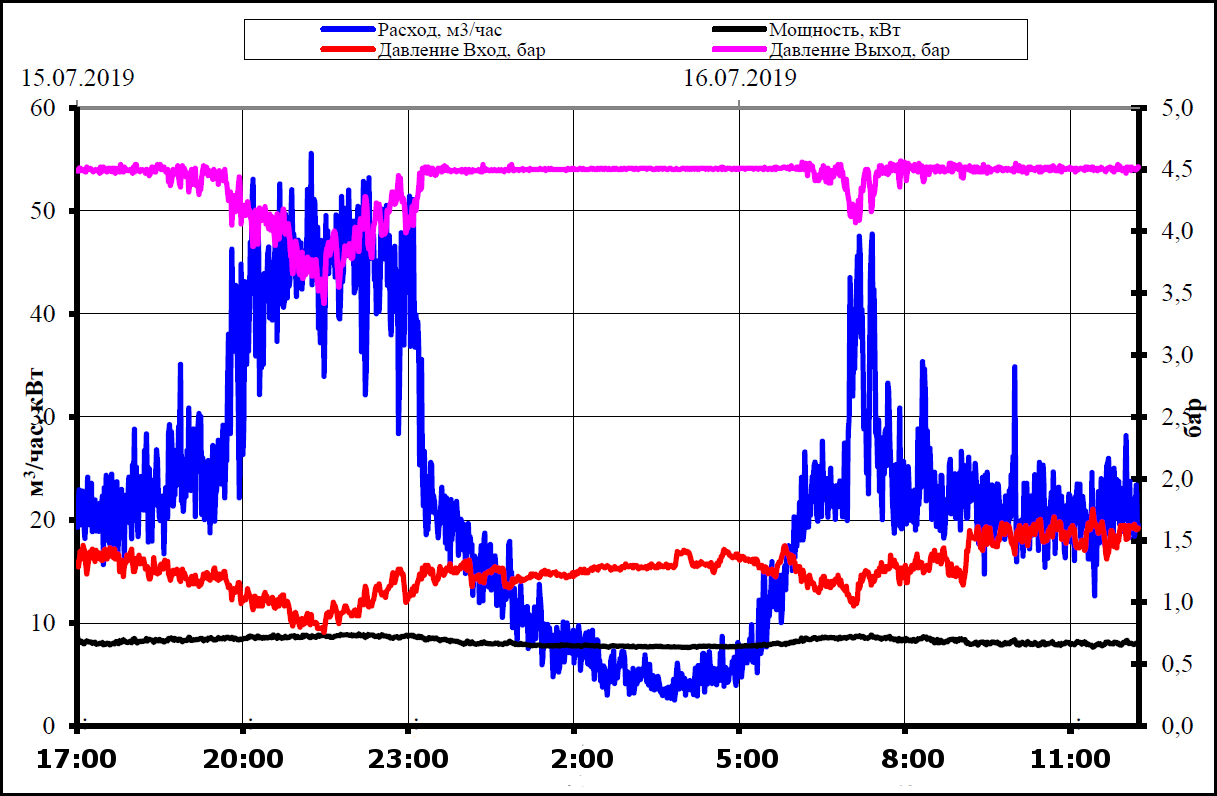
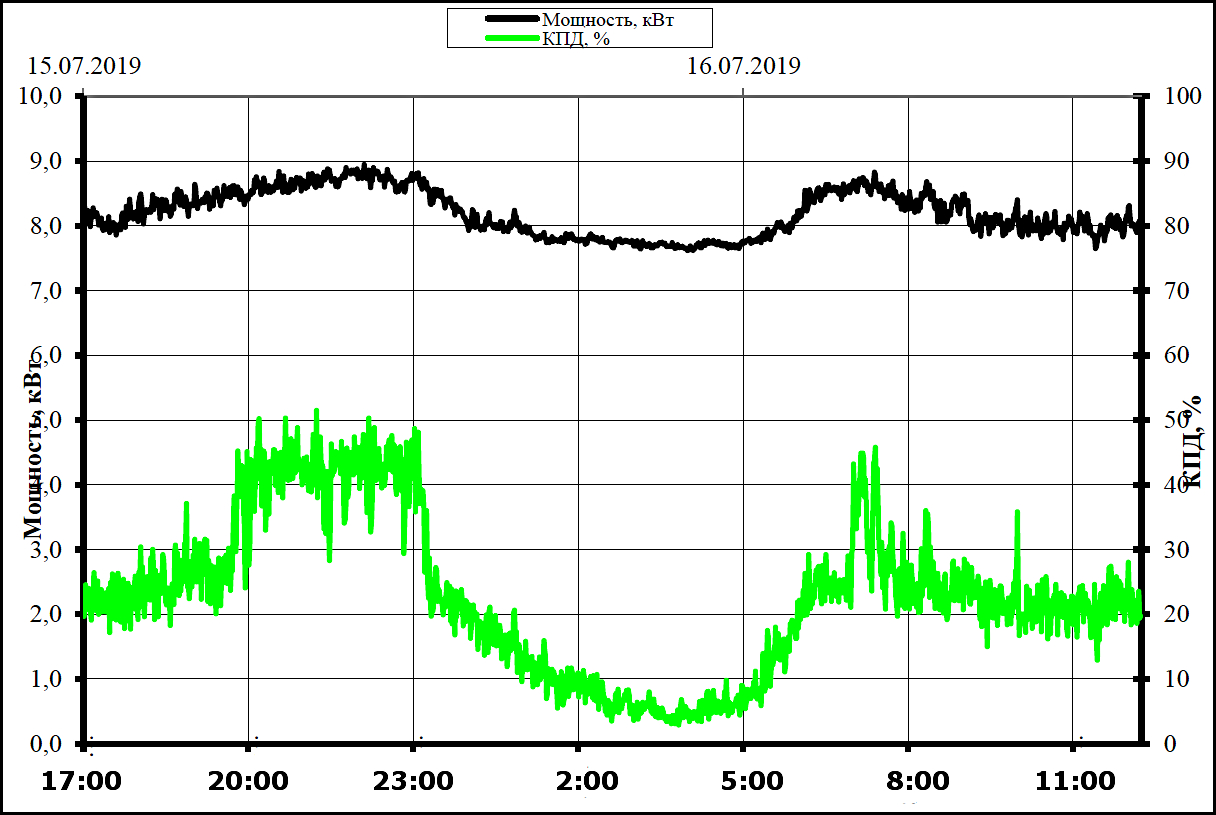
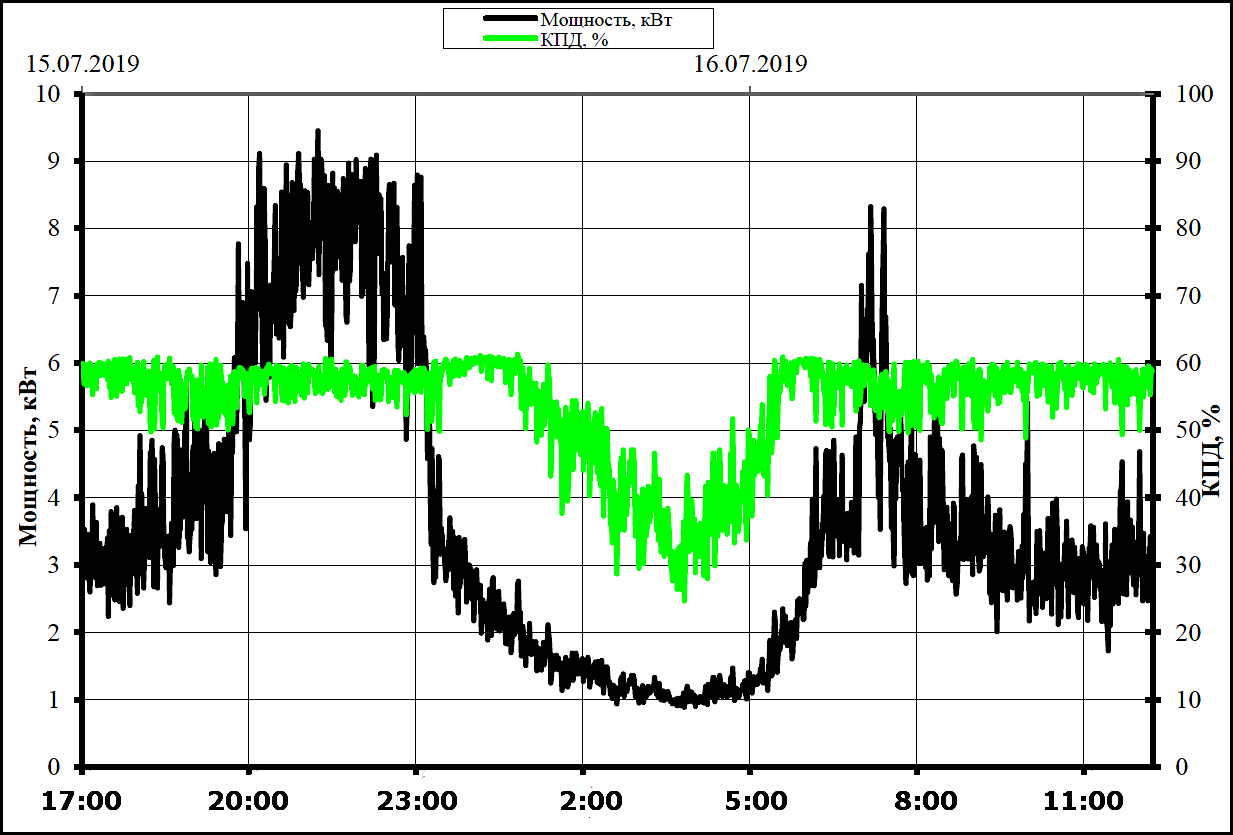
Данные инструментальных замеров параметров работы насосного оборудования (расход, давление на входе, давление на выходе, потребляемая мощность), на примере одной из насосных станций — ПНС № 15, представлены в графической форме на рис. 2. Расчетные значения КПД насосной станции в сочетании с полученными при измерениях значениями потребляемой мощности представлены в графической форме на рис. 3.
Рис. 2. Параметры работы ПНС № 15, г. Кингисепп (измерения с помощью МИК)
Рис. 3. Расчетные значения КПД и потребляемая мощность (измеренная с помощью МИК) при работе ПНС № 15, г. Кингисепп
Коэффициент полезного действия (КПД) работы насосных станций свидетельствует о низкой энергоэффективности работы применяемого насосного оборудования. В среднем, за время измерений (без учета времени «ночных остановов»), КПД составил:
ПНС № 1 — 10,3%;
ПНС № 4 — 9,9%;
ПНС № 9 — 33,2%;
ПНС № 11 — 39,8%;
ПНС № 15 — 22,7%,
На диаграмме рис. 2 явно отражаются утренние и вечерние периоды пикового разбора воды. Провалы выходного давления в эти часы свидетельствуют о недостаточной производительности применяемого оборудования. Давление на входе в насосные станции постоянно изменяется, что в общем случае свидетельствует об отсутствии частотного регулирования на «предшествующей» станции II подъема (и, возможно, о несоответствии фактического диаметра существующих сетей диапазону расходов). В ночное время при уменьшении потребления воды дежурный персонал Кингисеппского водоканала снижает давление на выходе из станции II подъема, давление в городской сети соответственно падает (снижение давления производится с целью компенсации уменьшения гидравлических потерь в городской напорной сети). Такое «ручное» регулирование давления приводит к уменьшению утечек при транспортировке и вероятности возникновения аварийных ситуаций, а также, в некоторой степени, к уменьшению потребления электроэнергии.
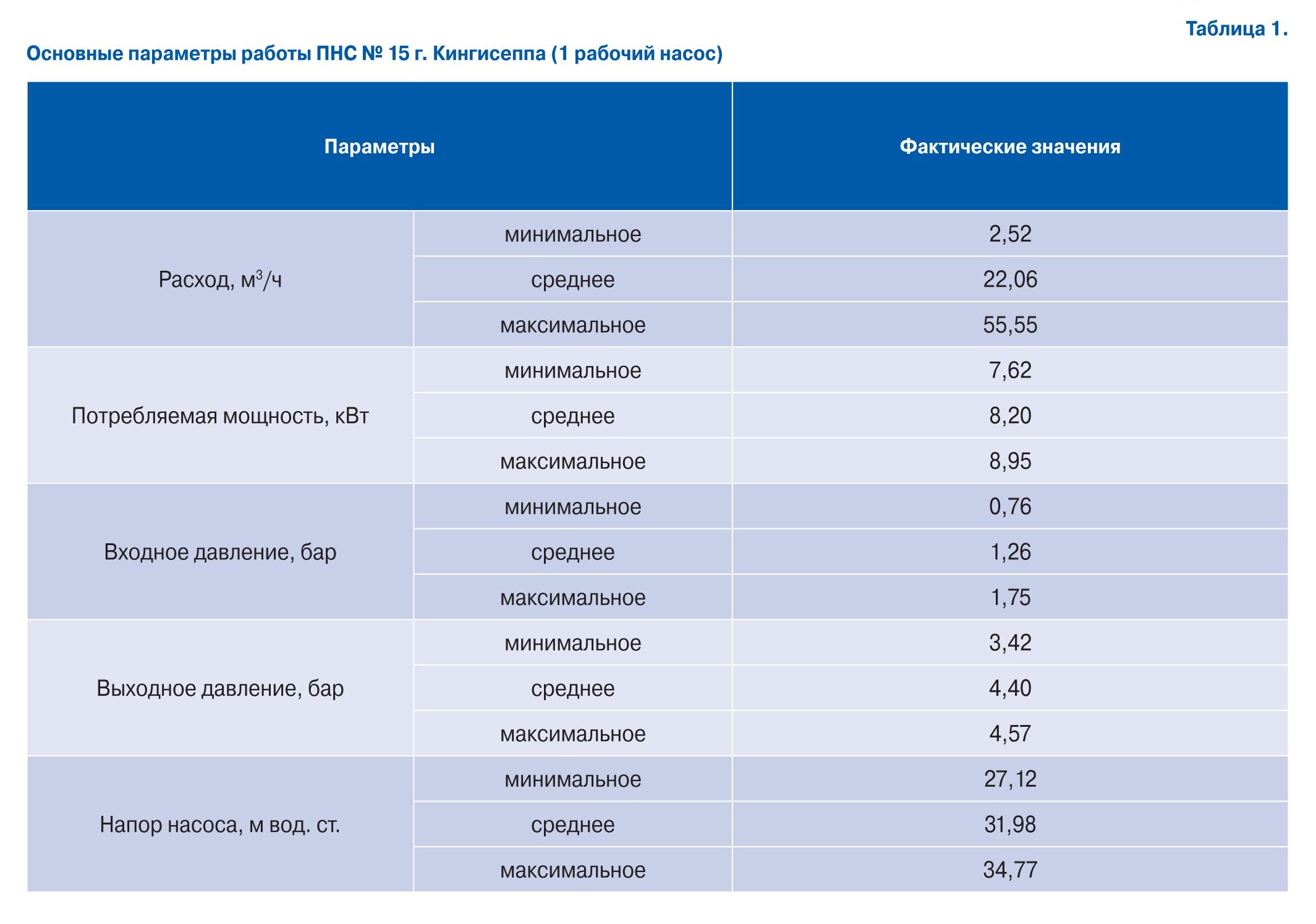
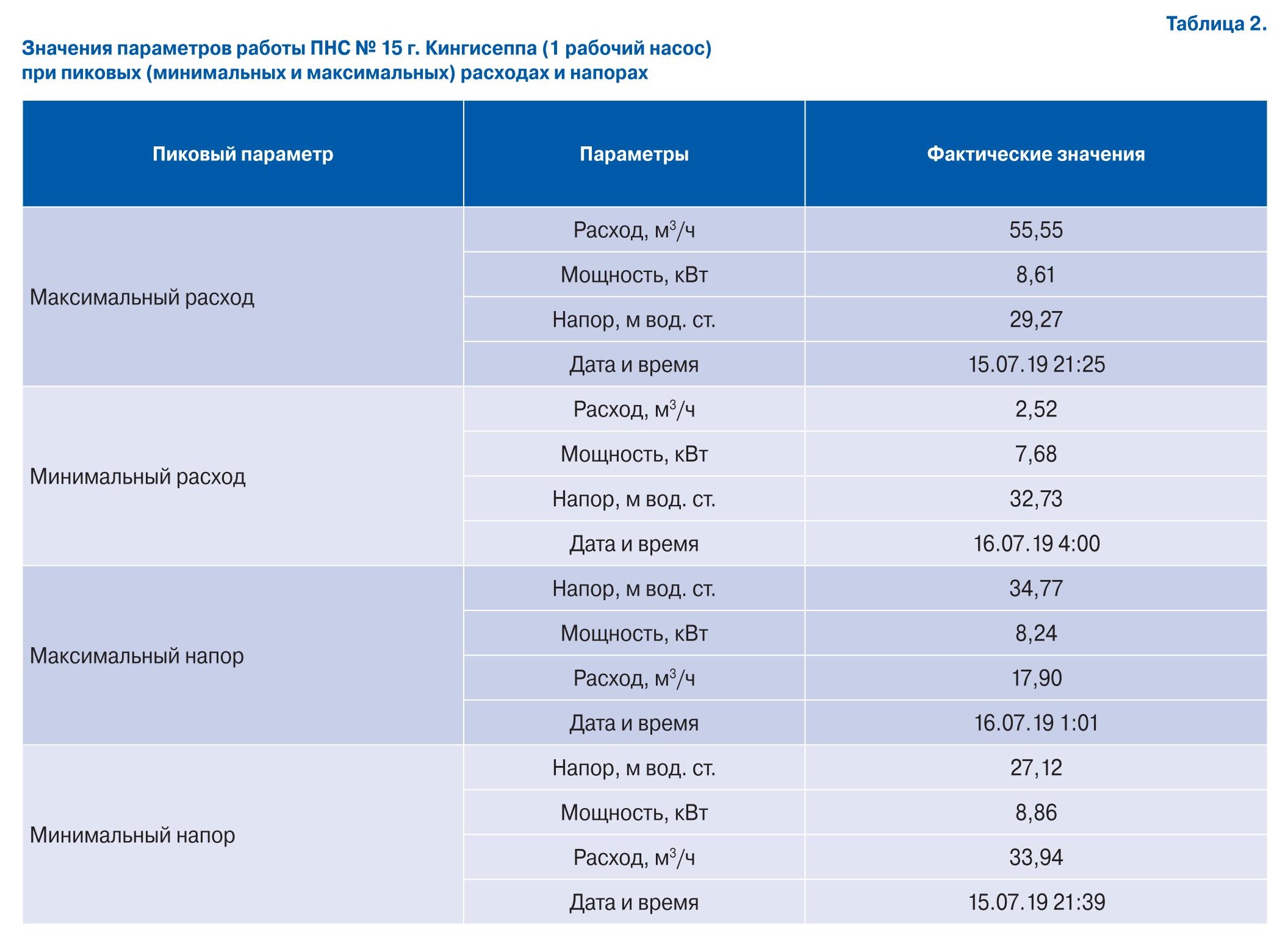
При обработке данных инструментальных замеров определены диапазоны и средние значения основных параметров работы ПНС (для ПНС № 15 представлены в табл. 1). Значения основных параметров работы ПНС № 15, зафиксированные при пиковых (минимальных и максимальных) расходах и напорах, сведены в табл. 2.
Таблица 1. Основные параметры работы ПНС № 15, г. Кингисепп (1 рабочий насос)
Таблица 2. Значения параметров работы ПНС № 15 г. Кингисеппа (1 рабочий насос) при пиковых (минимальных и максимальных) расходах и напорах
По результатам обследования был разработан и представлен отчет, в котором для каждой из обследуемых станций были приведены:
— характеристики действующего оборудования обследованного объекта;
— оценка технического состояния оборудования, установленного на объекте;
— результаты параметрического обследования;
— моделирование работы предлагаемого к применению нового насосного оборудования в условиях замеренных расходов;
— выводы (рекомендации) по повышению энергетической эффективности насосной станции в условиях обеспечения требуемых расходов.
Рис. 4. Модель работы МАНС МультиПро 4 CR 15-04 241Ч DN100К22ВД18, на режимах ПНС № 15 г. Кингисеппа (основные параметры)
Моделирование работы нового насосного оборудования производилось на основе данных измерений по расходу и входному давлению (подпору) без учета увеличения потребления за счет сезонной неравномерности.
Требуемое выходное давление принималось индивидуально для каждой ПНС по критерию обеспечения требуемого выходного давления в диктующей точке в период максимального водопотребления. Согласно обязательному пункту 12.7 СНиП 2.04.01-85 «Внутренний водопровод и канализация зданий» производительность хозяйственно-питьевой насосной установки при отсутствии регулирующей емкости принималась не менее максимального секундного расхода. Количество резервных насосов выбиралось согласно пункту 10.3 СП 30.13330.2012 «СНиП 2.04.01-85* Внутренний водопровод и канализация зданий».
Например, в качестве замены для ПНС № 15 предложен вариант модульной автоматической насосной станции МАНС МультиПро 4 CR 15-04 241Ч DN100К22ВД18 производства Промэнерго на базе 4 насосов CR («Грундфос») вертикальной компоновки, из расчета — 3 рабочих, 1 резервный. В составе щита управления МАНС предусмотрено частотное регулирование приводов — отдельное ЧРП на каждый насос.
Диаграмма модели работы МАНС МультиПро 4 CR 15-04 241Ч DN100К22ВД18 на режимах ПНС № 15 г. Кингисеппа приведена на рис. 4.
Рис. 5. Модель работы МАНС МультиПро 4 CR 15-04 241Ч DN100К22ВД18, на режимах ПНС № 15 г. Кингисеппа (КПД и потребляемой мощности)
Моделирование работы предлагаемого насосного оборудования выполнялось с использованием разработанного Промэнерго программного обеспечения.
По результатам моделирования сделан вывод, что при принятых значениях расхода и входного давления предложенная модель МАНС обеспечивает поддержание необходимого давления на выходе из насосной станции (46 м вод. ст., или 4,5 бара). При необходимости имеется возможность увеличения или снижения выходного давления, а следовательно, и напора насосной станции без потери производительности и без риска попадания насосов в зону кавитации.
Потребление электрической энергии предложенной насосной станцией снизится на 56% от существующего на момент измерений. Такое снижение потребления электроэнергии обеспечивается, прежде всего, сочетанием ступенчатого и частотного регулирования работы, а также применением более эффективного насосного оборудования. Диаграмма модели работы МАНС МультиПро 4 CR 15-04 241Ч DN100К22ВД18 в части КПД и потребляемой мощности приведена на рис. 5.
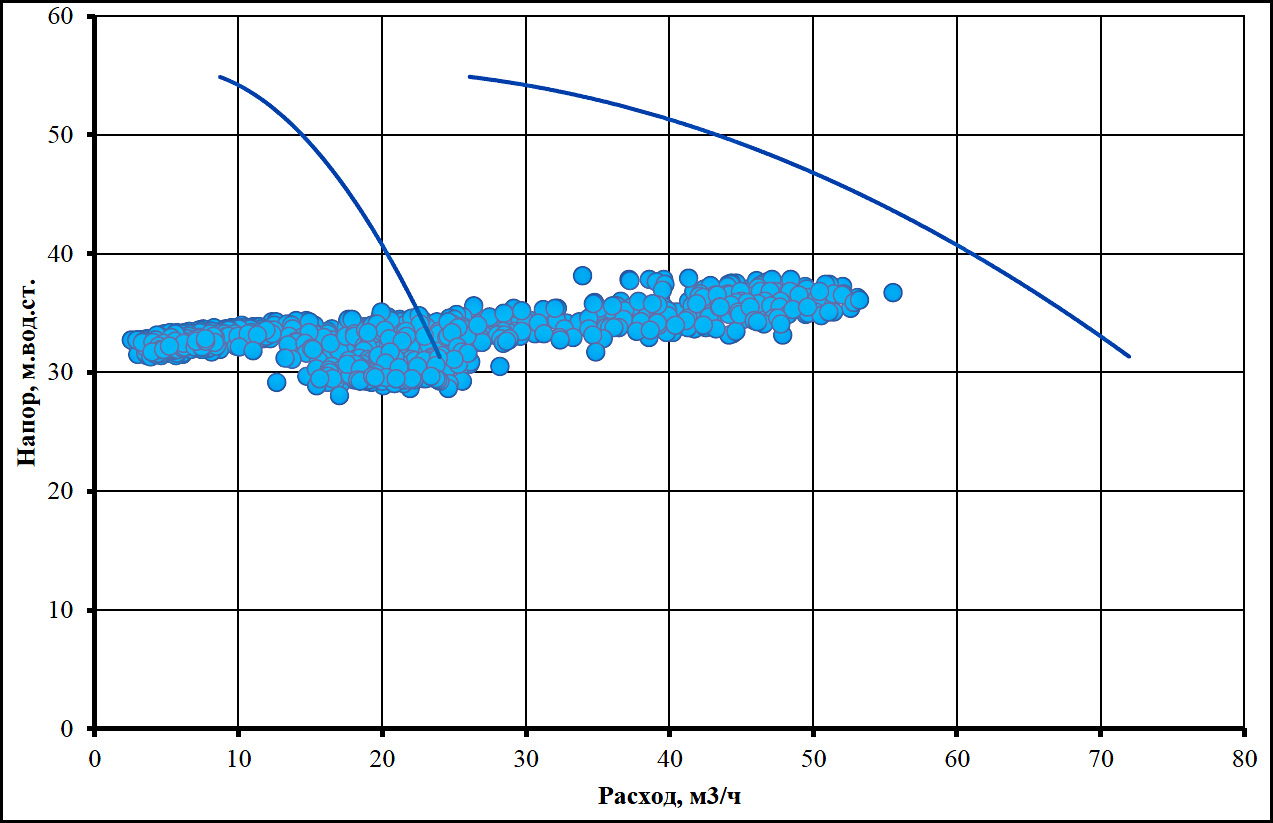
Сочетание множества рабочих точек (пересечение характеристик системы и рабочих характеристик МАНС) и рабочие (расходно-напорные) характеристики предлагаемой к применению МАНС (при работе одного и всех рабочих насосов на номинальных частотах) для ПНС № 15 приведены на рис. 6.
Рис. 6. МАНС МультиПро 4 CR 15-04 241Ч DN100К22ВД18 — множество рабочих точек и рабочие характеристики (при работе 1 и 3 насосов), на режимах ПНС № 15 г. Кингисеппа
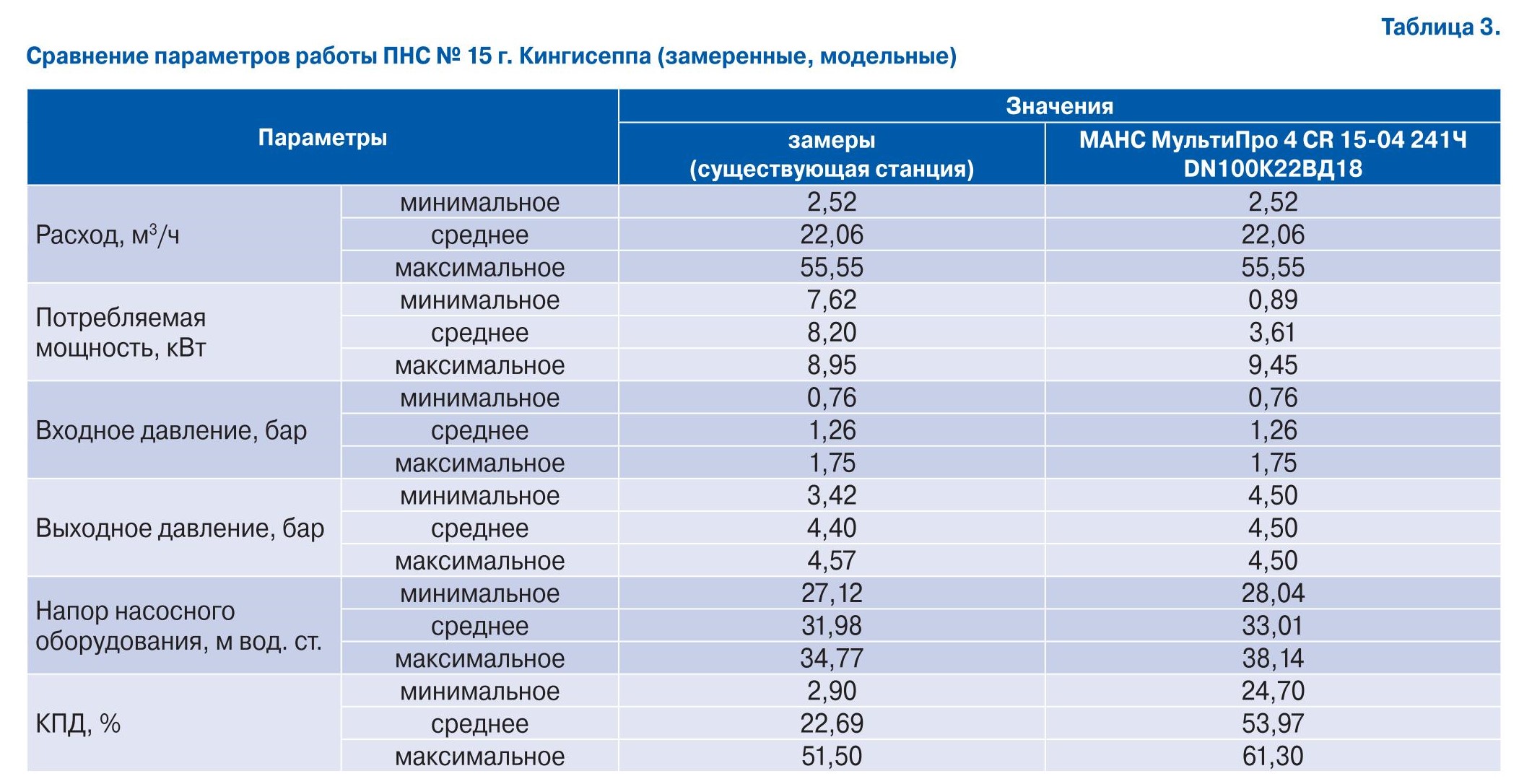
Сравнение параметров работы существующего (по замерам) и моделируемого (по расчетам) насосного оборудования для ПНС № 15 г. Кингисеппа приведено в табл. 3.
Удельное энергопотребление существующего оборудования составляет 0,37 кВт*ч/м3 при среднем выходном давлении 44,9 м вод. ст. (и существенных его «провалах» в пиковые часы). После замены существующего оборудования МАНС МультиПро 4 CR 15-04 241Ч DN100К22ВД18 при существующем режиме водоснабжения удельное энергопотребление оборудования составит 0,16 кВт*ч/м3 при устойчивом выходном давлении 46,0 м вод. ст.
По итогам работ была выявлена низкая энергоэффективность работы действующего насосного оборудования на всех обследованных ПНС. Для повышения производительности станций поставлен вопрос о модернизации ПНС с заменой действующего насосного оборудования на новое, которое сможет обеспечить существующую производительность с высоким КПД, при этом качество услуги (стабильность напора в сети после ПНС) существенно улучшится.
Таблица 3. Сравнение параметров работы ПНС № 15 г. Кингисеппа (замеренные, модельные)
Безусловно, кроме параметрического обследования, как правило, встают более «широкие» вопросы технологической диагностики при подготовке реконструкции объекта или модернизации оборудования. В случае применения повысительных насосных станций (МАНС) для целей хозяйственно-питьевого водоснабжения предусматривается автоматическое подключение/отключение рабочих насосов (по схеме параллельной работы) в соответствии с текущими условиями водопотребления (расхода воды), управление работой осуществляется, как правило, по критерию поддержания постоянного давления на выходе МАНС. В обеспечение необходимого уровня энергоэффективности и плавности регулирования подачи при постоянном напоре (исходя из критерия поддержания постоянного давления при управлении работой), с учетом характера эксплуатации МАНС в системах водоснабжения обязательно применение частотного регулирования привода насосов в составе МАНС.
В предыдущих публикациях при участии авторов настоящей статьи [5, 6] рассматривалась актуальность задачи оснащения каждого из насосов частотно-регулируемым приводом. Потребность в ЧРП на каждом насосе обуславливается, как правило, изменением параметров напора, «добавляемого» насосами, по сравнению с проектным, что может быть следствием ошибок в расчетах при проектировании или изменениями сетей при реализации, а также отклонением от технических условий по параметру входного давления (подбора). Изменчивость подпора на входе в МАНС, что при постоянном критерии давления на выходе приводит к необходимости эксплуатации МАНС в режимах с весьма переменным напором, выдаваемым насосами в составе МАНС. При существенном снижении напорных характеристик, обеспечиваемых насосами, возникают ситуации с выходом работающих на номинальной частоте насосов в недопустимые зоны характеристики (вправо). Поэтому при возможной изменчивости напоров на подводящем трубопроводе рекомендуется предусматривать ЧРП на каждом из насосов, а также интегрировать в систему управления и автоматизации МАНС алгоритмы контроля и учета рабочей зоны.
Решения при разработке программного обеспечения контроллера в составе МАНС позволяют в каждый момент времени оптимизировать работу такой установки, выбирая наилучшее сочетание количества работающих насосов и их частоты вращения с точки зрения минимизации затрат электроэнергии. Такое решение, разработанное и внедренное в программное обеспечение ряда моделей МАНС (Промэнерго), основано на известных в насосной теории законах подобия. Применение этого алгоритмического решения позволяет существенно сократить энергозатраты и увеличить сроки службы насосного оборудования за счет постоянного автоматического «поиска» системой управления МАНС оптимальных по нагрузке, соответствующих текущей потребности, режимов работы насосных агрегатов.
Кроме того, при технологической диагностике необходимо учитывать тенденцию увеличения задач (в практике применения модульных решений в формате
Рис. 7. Габаритный чертеж и внешний вид МАНС МультиПро 6 CR 64-3-1 Ч+опц
МАНС), реализуемых не по стандартным алгоритмам. Технологические алгоритмы системы водоснабжения, которые ранее обеспечивались общей системой управления соответствующего объекта (включая КИПиА и ЗРА), все чаще, в полном объеме или частично, передаются на локальный уровень МАНС. Так, например, в составе водопроводных очистных сооружений в пригороде Санкт-Петербурга была предусмотрена МАНС, обеспечивающая подачу воды одновременно на два населенных пункта, с разными расходно-напорными режимами. Это позволило реализовать более компактное решение, исключить избыточность по резервным насосам и оптимизировать решения по системе управления подачей (алгоритм контроллера с управлением работой насосов и электрифицированной ЗРА в составе МАНС). Внешний вид указанной МАНС производства представлен на рис. 7.
Рассматриваемая насосная станция (производство — Промэнерго) включает в себя шесть вертикальных многоступенчатых насосов типа CR («Грундфос»), установленных на общей раме-основании и имеющих необходимую трубопроводно-арматурную обвязку. Все насосные агрегаты объединены общими всасывающим и напорным коллекторами (материал нержавеющая сталь), коллекторы выполнены по индивидуальным техническим требованиям, с учетом алгоритма работы — 2 группы насосов, по 3 насоса в каждой группе, с возможностью автоматического подключения резервного насоса одной из групп в качестве резервного для другой группы насосов. Диаметр напорного коллектора DN 100, на напорном коллекторе установлены разделительные затворы «межфланцевого» типа с электроприводами (функция подключения резервного насоса). Напорный коллектор выполнен из двух параллельно расположенных трубопроводов, соединенных между собой. Данная конструкция обеспечивает по 2 выхода напорных трубопровода для каждой группы насосов. Диаметр всасывающего коллектора DN 150. На всасывающем коллекторе установлены разделительные ремонтные затворы «межфланцевого» типа.
Щит управления НКУ ЩУ 105 (в составе МАНС, напольная установка) обеспечивает работу насосных агрегатов по заданному алгоритму, с применением частотного регулирования (отдельный ЧРП на каждый насос).
Предусмотрены следующие режимы управления работой МАНС:
— местный режим управления — задается оператором ВОС со щитов и пультов местного управления (прямым заданием частоты двигателей насосов или выходного давления);
— дистанционный режим управления — задается оператором ВОС со щита управления ВОС, рабочих мест (АРМ) диспетчерского пункта станции и удаленного диспетчерского пункта (прямым заданием частоты двигателей насосов или выходного давления);
— автоматический режим управления — обеспечивается программным управлением контроллера МАНС (master-PLC ЩАУС), с представлением оператору права корректировки заданий режима работы станции и насосных агрегатов со щита управления ВОС, рабочих мест (АРМ) диспетчерского пункта станции и удаленного диспетчерского пункта.
При работе в автоматическом режиме каждому насосу в каждой из двух групп присваивается порядковый номер, определяющий последовательность работы в группе (предусматривается возможность изменения порядковых номеров через АСУ ТП).
Центральные по размещению насосы являются резервными для обеих групп и запускаются в случае аварийной остановки одного из насосов в любой из групп, с соответствующим автоматическим переключением поворотных затворов на напорном коллекторе.
Алгоритм работы насосов каждой из двух групп обеспечивает поочередное включение, чтобы время их работы было равномерным. Автоматическое управление в штатном режиме осуществляется по сигналу от датчиков давления (установлены на напорном трубопроводе, в составе МАНС), отдельно для каждой группы насосов. Поддержание давления выполняется с учетом контроля рабочей зоны насосов (для любой рабочей частоты всегда определяется минимально допустимый напор в рабочей зоне насосной характеристики). Предусмотрено аварийное отключение насосных агрегатов при снижении ниже заданного минимального давления на напорном трубопроводе (функция аварии на напорном трубопроводе) и/или при минимальном уровне воды в РЧВ.
Щит управления типа НКУ ЩУ 105 также обеспечивает автоматическое управление электроприводами затворов, установленных на напорном трубопроводе, по заданному алгоритму (обеспечение функции подключения резервного насоса), автоматическое управление дренажными насосами, установленными в дренажном приямке (по сигналам от электродов уровня) и осуществляет контроль состояния подключенного оборудования. В щите управления предусмотрено интегрирование в АСУ ТП объекта, с передачей данных по шине связи Modbus RTU (модуль связи входит в состав щита управления).
Рис. 8. Переоборудование камеры задвижки с установкой дробилки FlyTek DM-T15
В другом примере применение МАНС было предусмотрено на объекте, расположенном в зоне вечной мерзлоты, с возложением на МАНС функции подачи воды для наполнения резервуаров, а также функции циркуляции воды в холодное время года. В следующей решаемой при участии авторов задаче МАНС, имеющая в составе 3 рабочих насоса, работающих с ЧРП, должна была обеспечить технологическое водоснабжение с обеспечением задаваемого параметра подачи воды (управление по расходу), при этом давление на выходе должно находится в заданном диапазоне. Наиболее значимо дополнительная функциональная нагрузка на модульные решения заводской готовности, в первую очередь на его систему управления, проявляется в случае применения так называемых блочно-модульных решений для насосных станций повышения давления на наружных сетях водоснабжения.
Технологическая диагностика должна выявлять все существенные условия работы предусматриваемого оборудования, как имеющиеся на момент обследования, так и возникающие в дальнейшем в связи с совершенствованием эксплуатации или необходимостью учета дополнительных факторов (например, изменений условий эксплуатации оборудования).
Переходя к рассмотрению параметрических обследований и технологической диагностики в области канализационных насосных станций, в качестве значимого примера изменения условий эксплуатации оборудования, безусловно, следует привести существенное ухудшение качества поступающих в КНС сточных вод. В составе стоков значительно увеличилось количество тряпок, особенно из нетканых материалов (применение которых в быту и на производстве резко возросло за последние годы), что привело к необходимости организации механической очистки приходящего стока до подачи в насосные агрегаты.
Опыт эксплуатации в последние годы привнес в практику необходимость дооснащения модульного решения дополнительным функционалом, таким как применение на входе в КНС измельчителей или решеток-дробилок (для предотвращения засорения и/или блокировки насосов поступающим в составе стока мусором, приводящим к остановке работы и необходимости постоянного обслуживания, а в некоторых случаях — к выходу из строя насосов). Имеются примеры дооснащения канализационной сети, с «выносом» в отдельный резервуар (предшествующий по размещению на подводящем коллекторе основному резервуару с насосами), оборудования для измельчения мусора. Так, например, на рис. 8 представлена реализация разработанного Промэнерго решения о переоборудовании существующей камеры для размещения отсекающей задвижки с доустановкой дробилки FlyTek DM-T15.
Это решение позволило существенно, в разы, сократить объемы обслуживания КНС (очистка корзин) и снизить вероятность выхода насосных агрегатов из строя, в первую очередь из-за заклинивания насосов мусором (тряпки, нетканые материалы, длинноволокнистые включения и другое), который не удерживался сороулавливающей корзиной КНС из-за ее быстрого переполнения.
Продолжает расти число примеров использования частотного регулирования для управления работой насосов в комплектных КНС, как правило, ливневых стоков. Это обусловлено необходимостью вывода насосов в допустимые рабочие зоны по характеристике, что, как правило, является проблемой, если для КНС предусматривается возможность различных режимов работы на напорную сеть, т. е. с изменяемым количеством рабочих насосов.
В случае работы на напорную сеть лишь одного насоса по причине низкого динамического сопротивления сети будет происходить так называемый «свал» рабочей точки насоса вправо от допустимой зоны его работы (кавитация и выход из строя). Соответственно, для таких задач применение частотного регулирования в ходе выбора оптимального решения обеспечивает улучшение основных эксплуатационных показателей такой КНС.
Применение частотного регулирования для насосов КНС позволяет также «сгладить» некоторые переоценки (избыточности) расчетных напоров в условиях многократных изменений профиля и диаметров напорных канализационных трубопроводов при разработке проектного решения, особенно в условиях «недогруженности» сточной сети в начальный период эксплуатации. В практике авторов имеются примеры дооснащения (переоборудования) шкафов управления работой КНС, с установкой частотных регуляторов, в том числе взамен установленных изначально устройств плавного пуска. Следует отметить, что алгоритмы управления работой такой станции могут существенно отличаться по логике от аналогичных алгоритмов повысительной тематики, применяемых, как правило, в водоснабжении.
Перечисленные выше примеры подтверждают важность технологической диагностики при выработке решений как для нового строительства КНС, так и при их реконструкции. В подтверждение этого рассмотрим выполненное Промэнерго (при поддержке заказчика — ООО «Карелводоканал) летом 2019 года параметрическое обследование 3 КНС г. Сортавалы, в ходе обработки результатов которого учитывались данные проведенной одновременно технологической диагностики.
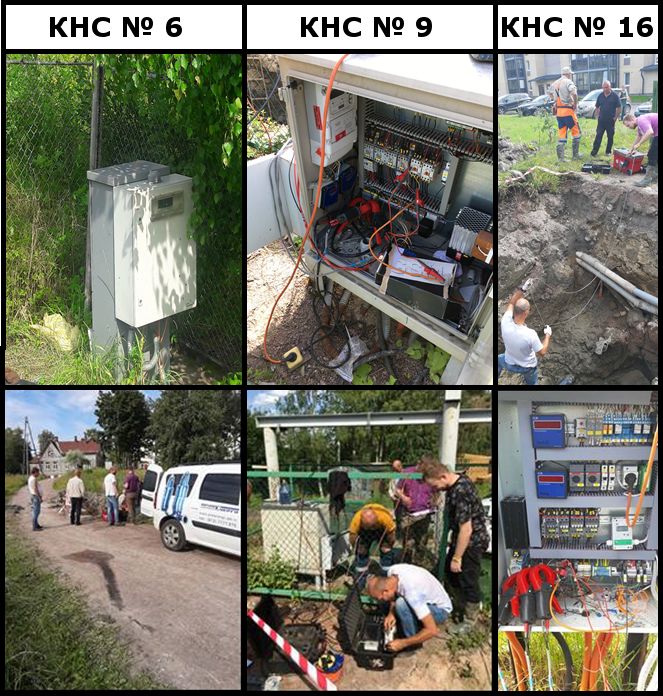
Рис. 9. Фотоотчет о процессе проведение измерений КНС № 6, 9, 16 г. Сортавалы
Параметрическое обследование было выполнено на следующих КНС:
КНС № 6 (г. Сортавала, ул. Ленина, в районе ж/д переезда);
КНС № 9 (г. Сортавала, ул. Зеленая);
КНС № 16, (г. Сортавала, пер. Южный).
Основными целями параметрического обследования указанных КНС являлись:
— получение данных о фактических параметрах (режимах) работы эксплуатируемого насосного оборудования путем их измерений с помощью МИК с последующим определением уровней энергоэффективности оборудования в зафиксированных режимах работы;
— получение данных о фактических параметрах гидравлического сопротивления напорной сети после КНС;
— разработка рекомендаций в части возможных мероприятий по оптимизации насосного оборудования для обеспечения работы насосов в зоне допустимых значений, энергосбережения и повышения энергетической эффективности на основании полученных в ходе измерений данных о фактических параметрах (режимах) работы;
— моделирование работы рекомендуемого насосного оборудования с учетом возможной нагрузки.
Принципиальная схема установки МИК соответствует представленной на рис. 1, интервал регистрации параметров — 5 секунд (данный интервал выбран как наиболее информативный для решения поставленной задачи по сравнению с интервалами 1 секунда, 1 минута). В процессе проведения обследования для регистрации данных в составе МИК использовалось в том числе следующее измерительное оборудование: расходомер ультразвуковой накладной KATflow, многофункциональный анализатор электрической сети Diris A40, датчик давления BD Sensors, гидростатический датчик (преобразователь) уровня МПУ-01.
Фотоотчет о процессе проведения инструментальных обследований КНС № 6, 9, 16 представлен на рис. 9.
Измерение параметров канализационного насосного оборудования проводилось 17 июля 2019 года. При проведении обследования фиксировались следующие показатели:
давление в трубопроводе после насосов;
высота столба сточных вод над насосом (давление на входе);
расход (подача) сточных вод через насосные агрегаты;
потребляемая электрическая мощность.
При обработке данных инструментальных замеров КНС № 6, 9 и 16 определены диапазоны и средние значения основных параметров работы, а также значения основных параметров, зафиксированные при максимальном расходе, результаты — в таблицах 4, 5, 6.
Таблица 4. Основные параметры работы КНС № 6 г. Сортавалы (1 рабочий насос)
Таблица 5. Основные параметры работы КНС № 9 г. Сортавалы (1 рабочий насос)
Таблица 6. Основные параметры работы КНС № 6 г. Сортавалы (1 рабочий насос)
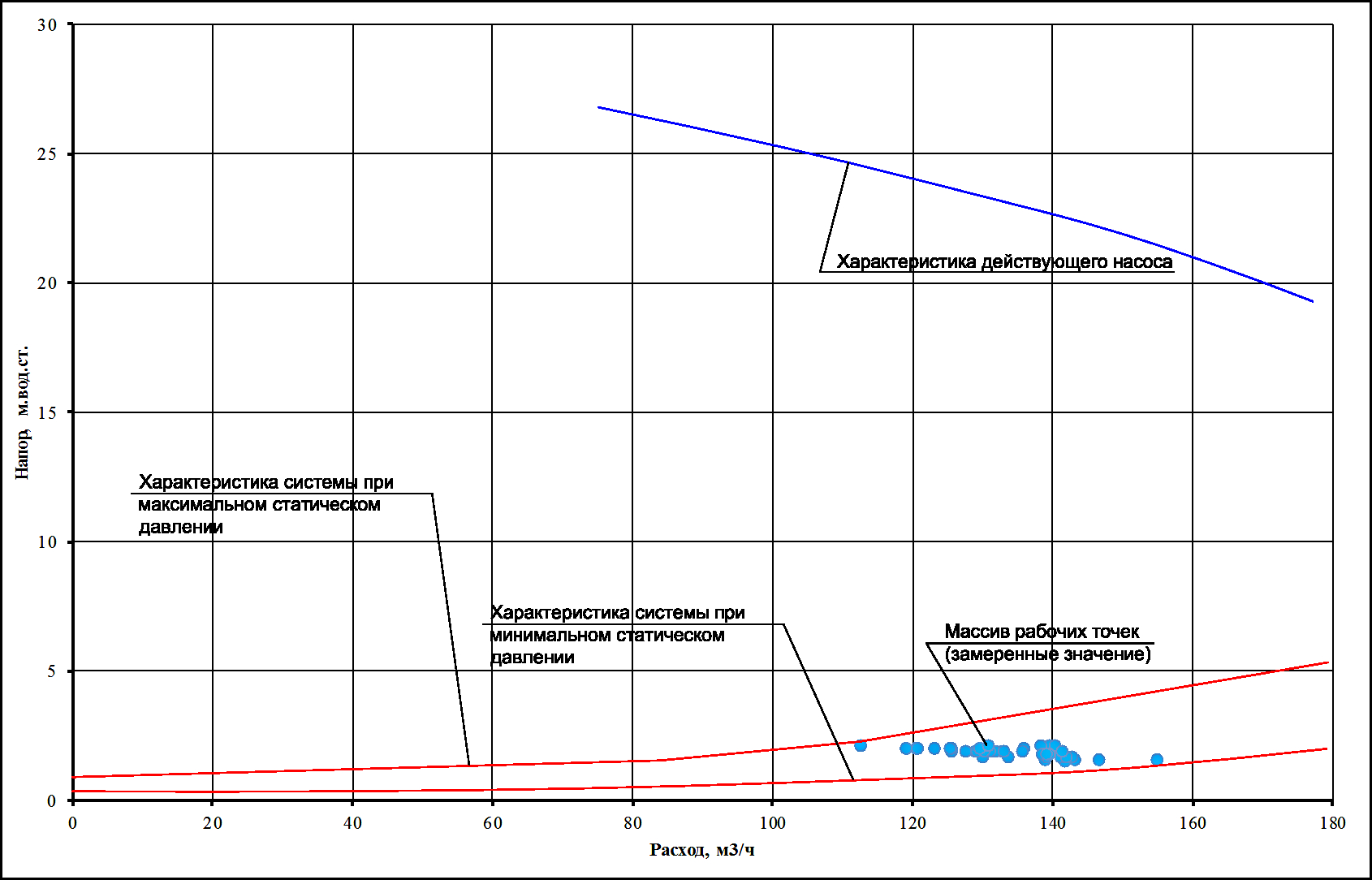
Параметрическое обследование КНС № 6 показало, что работа действующего насосного оборудования не является эффективной. Насос работает вне рабочей зоны характеристики, сильно в «правой» части (работа «справа» приводит к кавитации на рабочем колесе, последствия кавитации — износ рабочего колеса, повышенные вибрации, перегрев электродвигателя насоса). Исходя из массива рабочих точек, представленного на рис. 10, даже принимая в учет возможную погрешность расходомера из-за наличия воздуха в трубопроводе во время измерений, очевидно, что существующий насос подобран некорректно и можно прогнозировать его скорый выход из строя.
Рис. 10. Массив рабочих точек (измерения) и график насоса КНС № 6 г. Сортавалы
Учитывая, что установленное в настоящий момент в КНС № 6 оборудование чувствительно к длинноволокнистым и нетканым включениям, а также для обеспечения работоспособности с учетом характеристики существующей напорной сети, принимая во внимание необходимость изменения габаритов станции (оценочно D = 2200 мм, H = 4000 мм), с возможностью изменения типоразмера установленных автоматических трубных муфт для насосов, было рекомендовано к рассмотрению два варианта замены существующего оборудования:
1. Комплектная канализационная насосная станция на базе 2 насосных агрегатов SLV.100.100.40.4.51.D.C («Грундфос»), со свободновихревым рабочим колесом, а также щита управления ЩУ108.2.4.0101.К.10.У+опц. (Промэнерго). При реализации такого решения необходимо будет демонтировать или законсервировать существующий резервуар КНС с переключением подводящих сетей на новую КНС. Необходимо отметить, что насосные агрегаты предлагаемой линейки нельзя использовать совместно с ЧРП.
2. Комплектная канализационная насосная станция на базе 2 самовсасывающих канализационных насосных агрегатов Gorman Rupp Т4B3S-B/FM (Gorman Rupp), а также щита управления ЩУ 108.2.4.0190.ПЧ.10.В+опц (Промэнерго). Расположение самовсасывающих насосов в павильоне на отметке земли, в непосредственной близости от резервуара существующей КНС, позволит существенно упростить обслуживание КНС и решить вопросы «промдизайна» в условия парковой территории. При реализации такого решения существующий
Рис. 11. Массив рабочих точек (измерения) и график насоса КНС № 9 г. Сортавалы
резервуар предлагается не демонтировать, используя в качестве приемной емкости с функцией регулирования объема. Применение насосов указанного типа позволяет применить ЧРП для обеспечения широкого диапазона подачи при условно постоянном уровне выходного давления (исключена работа вне рабочей характеристики).
Параметрическое обследование КНС № 9 показало, что работа действующего насосного оборудования не является эффективной. Фактическая работа насоса при высоком уровне сточных вод в резервуаре КНС начинается в «левой» части характеристики, по мере снижения уровня сточных вод в КНС № 9 рабочая точка сдвигается еще более влево, выходя за пределы зоны допустимых значений по характеристике (работа насосного агрегата «слева» от рабочей зоны приводит к преждевременному, повышенному износу торцевого уплотнения, подшипников, вплоть до срыва рабочего колеса; при этом также имеют место повышенные вибрации насоса, падение мощности электродвигателя и, соответственно, работа с низким КПД). Массив фактических рабочих точек, наложенный на график насосного агрегата, показан на рис. 11.
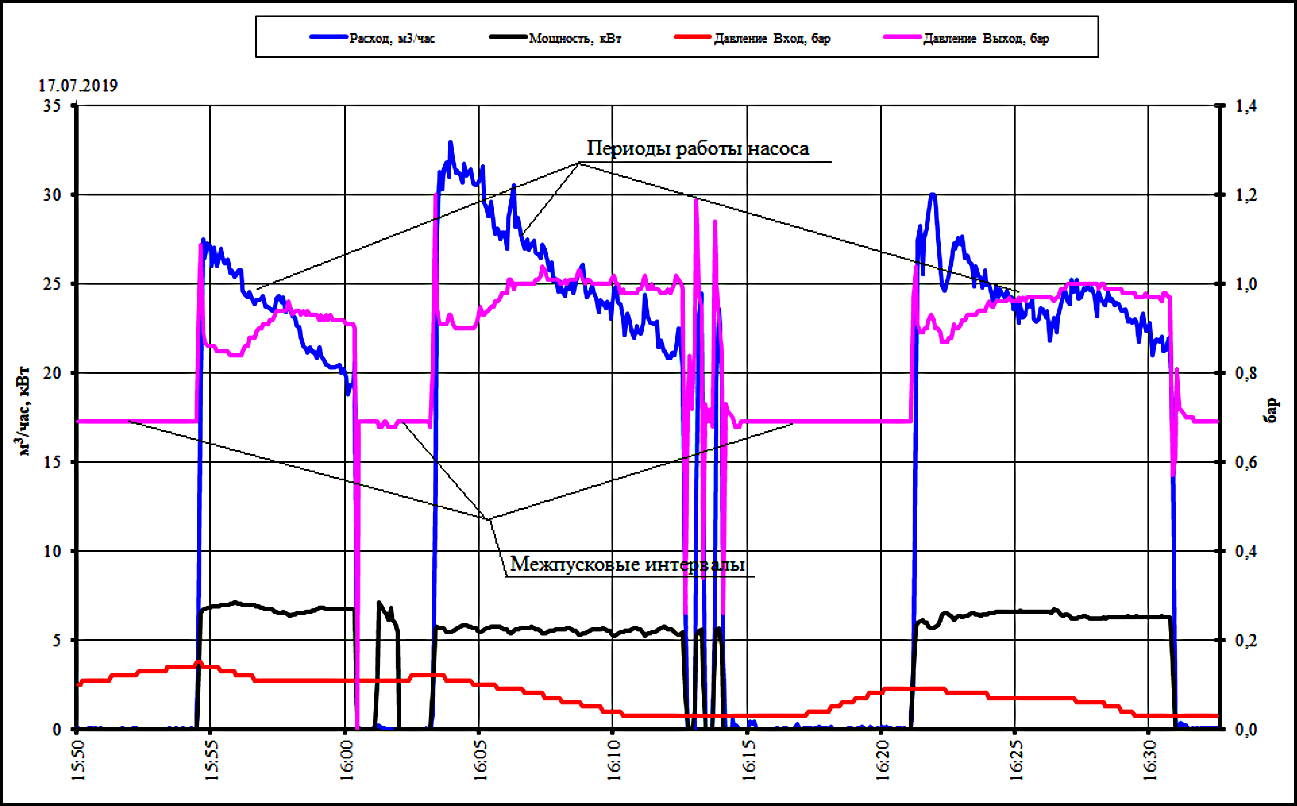
Рис. 12. Параметры работы КНС № 16 г. Сортавалы (измерения с помощью МИК)
Для предупреждения выхода из строя насоса было рекомендовано повысить уровни пуск/стоп насоса с целью снижения значения напора, которое ему необходимо обеспечивать. Также было рекомендовано рассмотреть вопрос о замене действующего насосного оборудования, руководствуясь фактическими данными о притоке сточных вод и требуемом напоре.
Учитывая, что установленное в настоящий момент в КНС № 9 оборудование чувствительно к возросшему в принимаемых стоках количеству длинноволокнистых и нетканых включений, а также для обеспечения работоспособности КНС № 9 с учетом характеристики существующей напорной сети, габаритов станции и типоразмера установленных автоматических трубных муфт было рекомендовано рассмотреть замену существующего оборудования на комплект из 2 насосных агрегатов SLV.80.100.110.2.51.D.C («Грундфос») со свободновихревым рабочим колесом и щита управления ЩУ108.2.4.0222.К.10.У+опц. (Промэнерго), логикой управления которого предусмотреть возможность пуска обоих насосных агрегатов в случае пикового или залпового сброса сточных вод в КНС № 9 (при этом следует учитывать, что установочная мощность оборудования КНС будет определяться необходимостью обеспечить пуск двух агрегатов и, соответственно, составит 25 кВт.
Следует осознавать, что насосы со свободновихревым рабочим колесом характеризуются более низким КПД, чем насосы с канальным рабочим колесом. Однако конструкция проточной части насоса позволяет перекачивать длинноволокнистые включения, практически избегая их наматывания на рабочее колесо, что увеличивает межсервисные интервалы при эксплуатации насосов такого типа на стоках, содержащих «тряпки». Также отметим снижение мощности одного насоса относительно установленного за счет отказа от подбора «переразмеренного» агрегата под «формальные» требования проектной документации (при разумной оптимизации режимов — возможности пуска резервного насосного агрегата при необходимости перекачки форсированных притоков и наличии резерва на складе).
Параметрическое обследование КНС № 16 показало, что работа действующего оборудования также не является эффективной. Данные инструментальных замеров параметров работы (расход, давление на входе, давление на выходе, потребляемая мощность) на примере КНС № 16 представлены графически на рис. 12.
На диаграмме рис. 12 видны периоды работы насоса, а также межпусковые интервалы, связанные с набором сточных вод в КНС № 16 до отметки пуска. В межпусковые интервалы давление столба жидкости над насосом (статический напор) составляет порядка 6,9 м в. ст. На диаграмме также отражены гидроудары при пуске и останове насоса, что объясняется «прямым» пуском двигателя агрегата.
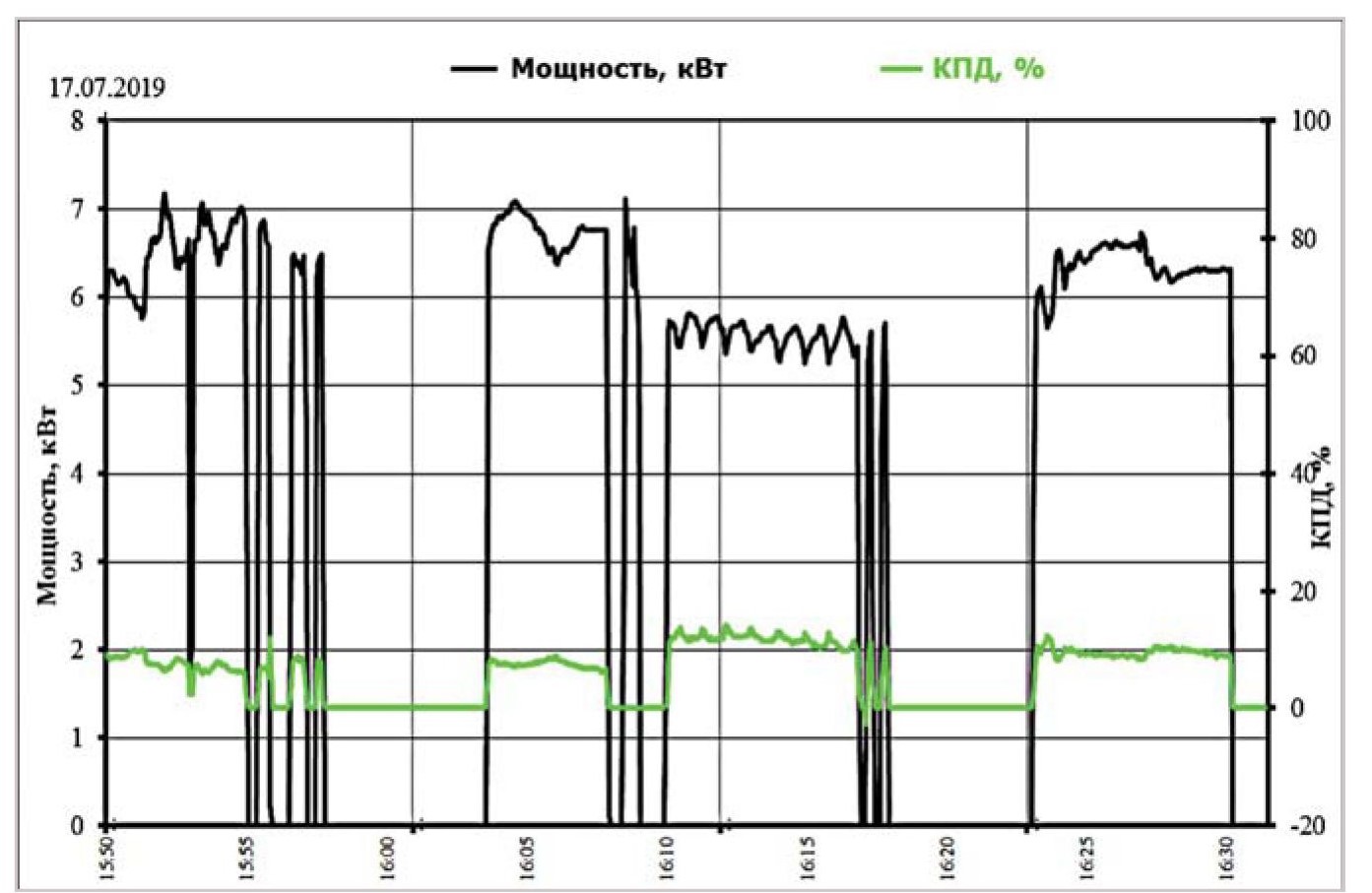
Расчетные значения КПД в сочетании с полученными значениями потребляемой мощности — см. диаграмму на рис. 13. Следует отметить низкую эффективность работы насоса, среднее значение КПД не превышает 14% (что объясняется работой оборудования вне зоны своей характеристики).
При визуальном обследовании выяснилось, что насос подключен по схеме «звезда», тогда как по паспортным данным установленный агрегат должен работать по схеме «треугольник». При работе по схеме «звезда» напряжение на обмотках электродвигателя составляет 190 В, что приводит к снижению электромагнитного поля и, как следствие, частоты вращения вала. Снижение частоты вращения приводит к снижению характеристик насосного агрегата и его КПД. В связи с повышенной потребляемой мощностью работа по схеме «звезда» приводит к перегреву обмоток электродвигателя (следствием этого является перегрев подшипников, которые в некоторых случаях может заклинить, что повлечет за собой срез вала рабочего колеса или разрушение рабочего колеса в точке его крепления к валу).
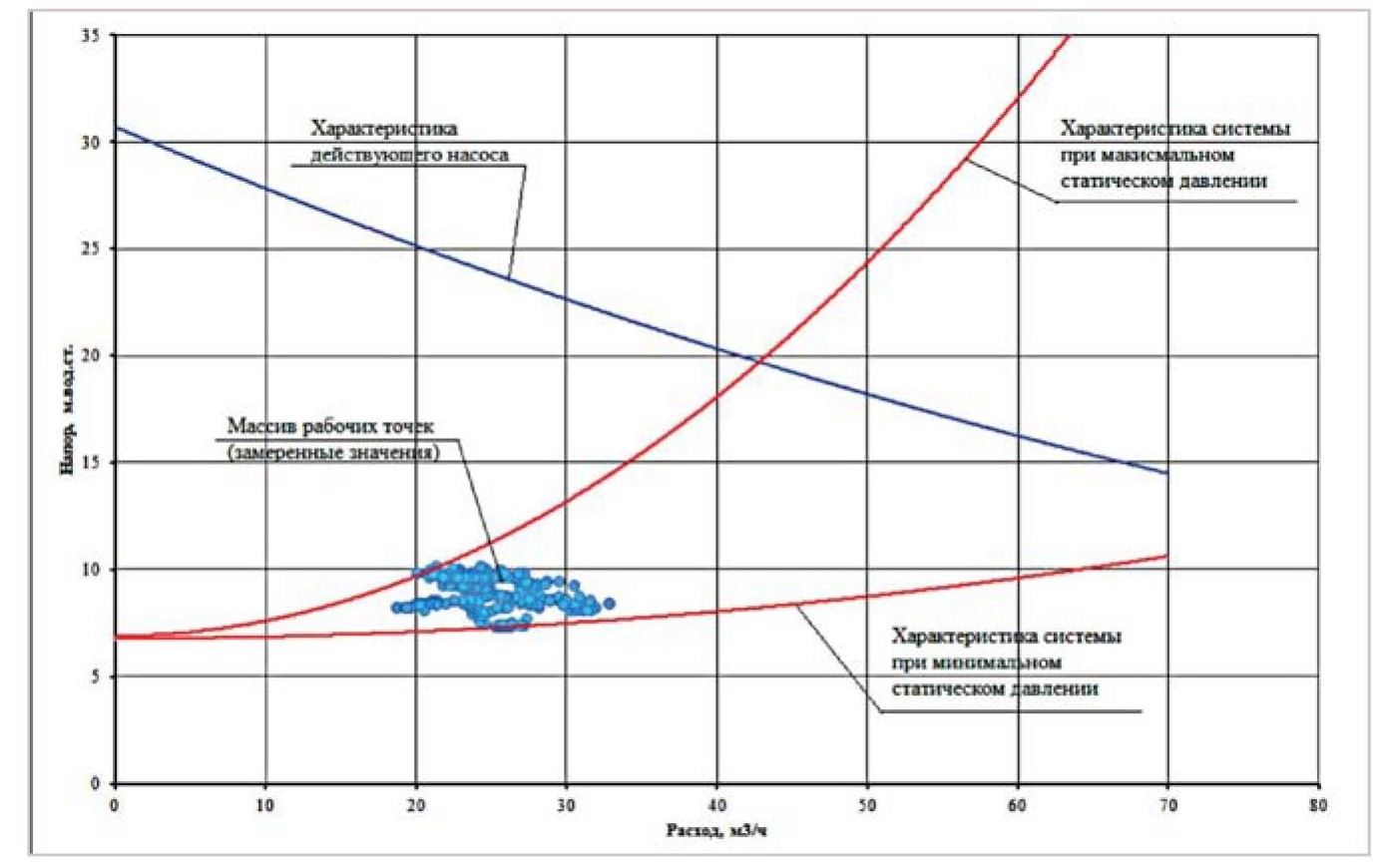
При подключении насосного агрегата по схеме «звезда/треугольник» работе будет проходить на номинальной характеристике, тогда фактический диапазон рабочих точек насоса будет «сваливаться» в правую зону характеристики при высоких значениях уровня сточных вод в резервуаре КНС № 16 (в основном в моменты пуска). «Сваливание» насоса в правую зону, за пределы допустимых значений, приводит к кавитации на рабочем колесе агрегата, повышенным вибрациям и, как следствие, разрушению торцевого уплотнения и выходу насоса из строя. Полученный массив рабочих точек (даже при условии некорректного подключения насоса) свидетельствует о его «переразмеренности», которая сохранится и в случае перспективного развития прилегающих территорий. Массив фактических рабочих точек представлен на рис. 14.
Рис. 13. Расчетные значения КПД и потребляемая мощность (измеренная с помощью МИК) при работе КНС № 16 г. Сортавалы
Рис. 14. Массив рабочих точек (измерения) и график насоса КНС № 16 г. Сортавалы
Для повышения КПД КНС № 16 и для предупреждения выхода насоса из строя рекомендовано рассмотреть вопрос о замене действующего оборудования на более энергоэффективное. При замене оборудования необходимо руководствоваться фактическими данными о притоке сточных вод и о требуемом напоре.
Учитывая, что установленное в настоящий момент в КНС № 16 оборудование чувствительно к возросшему в принимаемых стоках количеству длинноволокнистых и нетканых включений, а также для обеспечения работоспособности КНС № 16 с учетом характеристики существующей напорной сети, габаритов станции и типоразмера установленных автоматических трубных муфт для насосов было рекомендовано рассмотреть замену существующего оборудования на комплект из 2 насосных агрегатов SLV.80.80.22.4.50.D.C («Грундфос») со свободновихревым рабочим колесом и щита управления НКУ ЩУ108.2.4.0570.Д.10.У+опц. (Промэнерго), логикой управления которого предусмотреть возможность пуска обоих насосных агрегатов в случае пикового сброса стоков в КНС № 16. Комментарии, сформулированные выше для КНС № 9 касательно применения свободновихревого колеса и «переразмеренности» в сочетании с подходом к резервированию, остаются в силе.
По мнению авторов, реальное совмещение обоснованного подхода к выбору решений при реконструкции (в том числе с помощью предварительных параметрических исследований и технологической диагностики) и применения надежного в эксплуатации, энергоэффективного оборудования, а также модульного построения инженерных систем в ходе проектирования и строительства позволит получить наилучшие результаты. Дальнейший анализ тенденций и потребностей в области систем водоснабжения и водоотведения (основанный на рассмотрении применяемого инженерного оборудования, в том числе насосных станций, систем управления, автоматизации и диспетчеризации) позволит существенно сократить стоимость жизненного цикла таких систем.
Литература
1.Федеральный закон РФ от 23.11.2009 № 261-ФЗ «Об энергосбережении и о повышении энергетической эффективности и о внесении изменений в отдельные законодательные акты Российской Федерации» (ред. от …).
2.Федеральный закон РФ от 07.12.2011 № 416-ФЗ «О водоснабжении и водоотведении» (ред. от …).
3.Штейнмиллер О. А. Оптимизация насосных станций систем водоснабжения на уровне районных, квартальных и внутридомовых сетей: автореф. дис. … канд. техн. наук. — СПб: ГАСУ, 2010.
4.Штейнмиллер О. А. Энергоаудит водоканалов — анализ результатов и резервов энергосбережения // Инженерные системы АВОК Северо-Запад. — 2013. — № 2 (24).
5.Штейнмиллер О. А., Петров В. В., Семенов А.С. Оптимизация модульных решений в системах водоснабжения и канализации // Инженерные системы АВОК Северо-Запад. — 2017. — № 4 (42).
6.Штейнмиллер О. А., Петров В. В., Семенов А.С. Анализ проектной и строительной практики применения модульных решений в системах водоснабжения и канализации// Инженерные системы АВОК Северо-Запад. — 2018. — № 4 (46).
7.Штейнмиллер О. А., Конышков И. С. Опыт реконструкции городских канализационных насосных станций. Применение инновационных решений // Инженерные системы АВОК Северо-Запад. — 2019. — № 1 (52).
О продукции, выпускаемой компанией, ее специфике, а также предлагаемых услугах журналу «Инженерные системы» рассказал генеральный директор ООО «Керапласт» Игорь Гусаков.
— Игорь Александрович, расскажите, пожалуйста, о возглавляемой вами компании.
— ООО «Керапласт» является российским подразделением финской компании Keraplast OY (c 2014 года — KeraGroup), основанной в 1971 году. Она производит светопрозрачные конструкции, люки и окна дымоудаления. Хотя направлений деятельности сравнительно немного, узкая специализация позволяет компании быть одним из лидеров в своем сегменте и выпускать продукцию высокого качества, востребованную на зарубежных рынках (Германия, Великобритания, Швеция, Эстония, Литва и др.).
Российское подразделение было основано в 2002 году. Комплектующие, в том числе пластиковые светопрозначные элементы, мы получаем из Финляндии, с головного производственного предприятия. Двигатели для люков дымоудаления используются германской компании D+H. В Санкт-Петербурге осуществляется сборка с применением минеральной ваты в качестве утеплителя. Тем не менее, благодаря переносу части работ в Россию, мы можем предложить весьма конкурентоспособные цены по сравнению с импортируемыми аналогами. Сформирована также дилерская сеть, которая представляет продукцию Keraplast в регионах — Нижнем Новгороде, Ростове-на-Дону, Екатеринбурге, Казани, Краснодаре и пр.
Наши системы, как гарантированно качественное, надежное оборудование, завоевали заслуженную популярность на российском рынке. Мы предоставляем двухлетнюю гарантию (включая автоматику и механизмы) на всю нашу продукцию.
— Каков ассортимент продукции, которую вы предлагаете на рынке?
— Можно сказать, что наша компания делает жизнь светлее и безопаснее. Keraplast выпускает световые купола, дымовые люки и окна, светопропускающие навесы и туннели из прозрачного пластика. Продукция компании сертифицирована по системе оценки качества ISO 9001, соответствует Евростандарту EN 12101, маркирована знаком качества СЕ, имеет все необходимые российские сертификаты, соответствует требованиям ГОСТов.
Купола (световые фонари) монтируются на плоских (или имеющих относительно небольшой наклон) кровлях и используются для обеспечения естественного освещения расположенных под ними помещений. Они могут быть как полусферической, так и пирамидальной формы, а также как статичные, так и открывающиеся, обеспечивающие выход на крышу.
Светопропускающая способность прозрачного акрилового купола варьируется от 92 до 78%, опалового — от 78 до 66% — в зависимости от числа слоев. Так что можно подстроиться под пожелания и задачи конкретного заказчика. Акрил, из которого изготавливается светопрозрачный элемент, прекрасно зарекомендовал себя как прочный материал, устойчивый к природным воздействиям. Это особенно важно в нашем климате, для которого в зимний период характерны обильные снегопады. Также наши системы отличаются очень низкой теплопроводностью. Что опять же немаловажно для российских климатических условий.
Второй важнейший вид нашей продукции — это люки и окна дымоудаления. Они также монтируются в кровле либо в верхней части здания. Дымовые люки и окна являются частью систем противопожарной безопасности зданий. В случае пожара, после получения сигнала от датчиков, они автоматически открываются и создают дополнительную тягу для выхода дыма. Есть варианты, в которых устанавливается оборудование, запуск которого обеспечивает принудительную вытяжную вентиляцию. Как известно, больше всего человеческих жертв при пожарах бывает не из-за огня, а из-за задымления — люди просто задыхаются. Наша продукция позволяет этого избежать.
Особо отмечу, что сертификацию люков дымоудаления мы проводим в лаборатории ВНИИ пожарной охраны МЧС России, наши противопожарные люки для выхода на кровлю сертифицированы по стандарту ЕI60, EI90.
Также мы производим витражи, козырьки, навесы для автомобилей и другие светопропускающие конструкции. Отмечу, что работаем мы не только со строительными компаниями, но и с частными заказчиками. Светопрозрачные элементы могут быть очень эффектно (даже с эстетической точки зрения) использованы, например, в частных коттеджах. Это может быть и просто световой купол, и люк, обеспечивающий выход на крышу, — как с ручным, так и с автоматическим приводом, как в рамках противопожарной системы, так и вне ее.
— На каких объектах чаще всего применяется продукция Keraplast?
— Наши системы представлены очень широко. Прежде всего они используются для общественных зданий, в которых на сравнительно малых площадях часто бывают большие скопления людей. Это могут быть социальные объекты, такие как школы, спортивные центры, бассейны, поликлиники, больницы. Например, наше оборудование установлено в Онкологическом центре, расположенном в поселке Песочное в Ленобласти.
Наше оборудование активно используется на объектах промышленно-логистического назначения. Среди них: фабрика по выпуску жевательной резинки Wrigley, предприятие корпорации Gilette, автозаводы Ford, Тоyota, GM, Hyundai, шинный завод Nokian Tyres, пищевое производство Danon, завод теплоизоляционных материалов Rockwool, завод Liebherr, логистические центры «Кулон Эспро» и многие другие. Очень часто системы Keraplast устанавливаются на крупных торговых комплексах. Это магазины таких известных сетей, как «ОКей», «Карусель», «Метро Кэш энд Кэри», «МЕГА», «ИКЕА», «К-Раута», «ОБИ», Real, автосалоны BMW, Toyota-Lexus, Porche, Ford, Infiniti и многие другие.
Для многоэтажных жилых комплексов использование нашей продукции в целом нетипично. Тем не менее есть опыт и в этой сфере. Так, во Всеволожске в парадных жилого дома были установлены наши люки дымоудаления. Но для их использования на таких объектах необходимо, чтобы лестничные пролеты были старого типа, с большим пространством между маршами, что, собственно, обеспечивает возможность хорошей тяги. Так что всеволожский дом — скорее исключение из общего правила.
Есть и по-настоящему уникальные объекты, где также смонтированы наши изделия. В частности, это аэропорты Пулково и Шереметьево, конгрессно-выставочный комплекс «Экспофорум». Подчеркну, что я перечислил лишь незначительную часть объектов, на которых установлено оборудование Keraplast, причем, главным образом, расположенных в Петербурге и Ленобласти. Между тем наша продукция широко применяется на различных объектах во многих российских регионах.
— Вы выпускаете конструкции только строго определенных размеров или готовы работать под конкретный заказ?
— У нас достаточно богатый ассортимент типоразмеров, предназначенных для проемов и круглой, и квадратной, и прямоугольной формы. Поскольку как световые купола, так и системы выхода на кровлю или люки дымоудаления чаще всего предусматриваются еще на стадии проектирования, то обычно имеющихся стандартных размеров вполне достаточно, чтобы удовлетворить пожелания заказчиков. Тем не менее, если возникает необходимость в конструкциях других габаритов, мы готовы произвести и их, хотя, конечно, стоить это будет несколько дороже, чем наша типовая продукция.
Вообще, мы стараемся максимально гибко подходить к работе с заказчиками, учитывать их нужды и пожелания. Это касается, например, услуг по монтажу наших конструкций. ООО «Керапласт» готово взять его на себя, но, если клиент считает, что справится собственными силами, мы просто осуществляем поставку систем. Кстати, в ближайшее время мы предложим нашим клиентам в отдаленных регионах возможность поставки наших систем отдельными блоками, которые несложно затем собрать на месте. Это позволит оптимизировать логистические затраты. В собранном виде системы представляют собой довольно объемные конструкции, соответственно место в кузовах грузовых автомобилей используется неэффективно. Наше новое предложение поможет клиентам экономить приличные деньги на перевозке.
С. М. Якушин, генеральный директор ООО «ХЛ-РУС», технический представитель компании HLHutterer & LechnerGmbH
В апреле 2016 года австрийской фирмой HL Hutterer & Lechner GmbH была создана компания ООО «ХЛ-РУС» и открыто производство канализационного оборудования марки HL в России.
Фирма HL Hutterer & Lechner GmbH была основана в Австрии в 1950 году, на сегодняшний день производит более 600 типов канализационного оборудования и широко известна на рынке сантехнического оборудования в 42 странах мира. Более 20 лет продукция с маркой HL известна на российском рынке, и высокий спрос на нее позволил руководству компании принять решение об открытии производства в России. Это единственный завод компании за пределами Австрии!
17 июня 2016 года на заводе в г. Жуковском Московской области было выпущено первое изделие российского производства — трап для внутренних помещений HL310N. В настоящее время организованы четыре производственные линии, которые позволяют одновременно выпускать разные виды продукции. Ведется тщательный контроль качества, поэтому изделия, произведенные в России, ничем не отличаются от изделий австрийского производства. Сейчас на предприятии изготавливается более 50 типов продукции, и ассортимент постоянно расширяется.
За прошедшее с момента начала выпуска продукции время освоено производство следующих групп товаров: трапы для внутренних помещений, трапы для балконов и террас, дворовые трапы, сифоны для кондиционеров, капельные воронки, переходники, дренажные кольца, гидроизоляционные комплекты, воздушные клапаны, кровельные воронки и надставные элементы к ним, противопожарные муфты. Хотелось бы особенно отметить, что в нашу страну пришло не только производство, но и новые технологии.
Трапы для внутренних помещений изготавливаются с подрамником из полипропилена, из нержавеющей стали или из чугуна (в этом случае трапы комплектуются чугунной решеткой). Трапы могут быть укомплектованы обычным гидрозатвором либо «сухим» сифоном (запатентованное решение компании HL), в этом случае в артикуле трапов появляется индекс Pr, например: HL310NPr, HL510NPr. «Сухой» сифон не позволяет запахам из системы канализации попадать в жилые помещения, где установлен трап, даже при отсутствии воды в гидрозатворе вследствие пересыхания или срыва гидрозатвора.
Трапы для балконов и террас, а также дворовые трапы рассчитаны на работу при отрицательных температурах, поэтому они комплектуются не гидрозатворами, а механическими незамерзающими запахозапирающими устройствами. В зависимости от материалов решетки и подрамника такие трапы могут выдерживать нагрузку от 300 кг до 15 т.
Все сифоны для кондиционеров и капельные воронки оборудованы механическим запахозапирающим устройством, вступающим в действие при пересыхании гидрозатвора. Это устройство перекрывает доступ запахам и болезнетворным микроорганизмам из системы канализации в помещение, где установлен кондиционер, в то время, когда кондиционер не работает на охлаждение и отсутствует конденсат, подпитывающий гидрозатвор сифона (холодное время года).
На заводе также выпускаются воздушные клапаны HL900N и HL900NECO. Это единственные воздушные клапаны для невентилируемых канализационных стояков, которые выпускаются в России. Более того, это единственные воздушные клапаны, которые прошли гидравлические испытания в России в НИИ «Санитарной техники» по определению пропускной способности невентилируемых канализационных стояков, оборудованных воздушными клапанами HL900N и HL900NECO, характеристики которых приведены в нормативных документах по проектированию систем канализации в Российской Федерации в качестве справочных величин.
Кровельные воронки, как следует из названия, устанавливаются на плоских кровлях и служат для отведения с кровель дождевых и талых вод. Для каждой воронки предусмотрен вариант со встроенным электрообогревом. Воронки имеют различные диаметры выпуска и предназначены для соединения с разными гидроизоляционными материалами. С помощью использования дополнительных элементов — дренажных колец, надставных элементов и удлинителей, такие воронки можно применять не только для традиционных, но и для инверсионных и озелененных кровель.
Для выполнения требований по пожарной безопасности к зданиям и сооружениям, изложенным в соответствующих нормативных документах, кровельные воронки и трапы могут быть укомплектованы соответствующими противопожарными муфтами.
Вся продукция, производимая в России, имеет сертификат соответствия системы ГОСТ Р. На воздушные клапаны получен сертификат соответствия Таможенного союза (обязательной сертификации). На противопожарные муфты получен сертификат соответствия Российской Федерации обязательной сертификации (пожарный сертификат), выданный ОС «ПОЖТЕСТ» ФГБУ ВНИИПО МЧС России.
Необходимо отметить, что открытие завода — это серьезный шаг, который позволил перенести производство ближе к потребителю, чтобы оперативнее реагировать на запросы клиентов и сократить сроки поставки товара. Помимо этого, выполняются требования Правительства Российской Федерации по импортозамещению продукции. Теперь вместо изделий, произведенных в Австрии, для комплектации объектов используются такие же изделия, произведенные в России.
Конечно же, успехи, достигнутые к настоящему времени, — это только первый этап в развитии завода. В ближайшей перспективе мы планируем дальнейшее расширение ассортимента выпускаемой продукции и появление новых товарных групп. В дальнейшем мы собираемся организовать в России полный цикл производства всей номенклатуры канализационного оборудования, которое сейчас выпускается в Австрии.
Всем хорошо известно, что самый лучший жидкий теплоноситель на Земле — это вода. Но у воды есть огромный минус — наличие разрывного эффекта при замерзании. Именно это и не позволяет использовать воду во вторичных контурах тепло- и холодоснабжения в зимний период эксплуатации.
На сегодняшний день самой популярной альтернативой являются водные растворы пропиленгликоля. Именно пропиленгликоль за счет своей низкой токсичности получает предпочтение при проектировании. Однако мало кто знает, что данный теплоноситель при определенных условиях является весьма благоприятной средой для бурного развития микроорганизмов, о чем и пойдет речь в данной статье.
Выбрав систему холодоснабжения с контуром промежуточного охлаждения, большинство потребителей холода рассматривают его как устойчивый, мало изменяющийся со временем, а потому не требующий особого внимания сегмент оборудования. Это ошибочное мнение, так как практика показала, что при длительной (5 и более лет) эксплуатации существенно меняется состояние как самого антифриза, так и внутренних поверхностей теплообменного оборудования.
Потеря концентрации
Случай из практики. Новая система холодоснабжения, контур чиллер — градирня, объем системы 8000 литров. В качестве теплоносителя применен 45%-ный водный раствор пропиленгликоля (морозостойкость -26 °С). На протяжении нескольких лет служба эксплуатации бизнес-центра регулярно проверяла концентрацию раствора и наблюдала странную картину — точка начала кристаллизации (морозостойкость) каждый год постепенно падала и через пять 5 лет достигла критической для Северо-Западного региона — -15 °С, при этом никаких видимых утечек теплоносителя не происходило и водой система не подпитывалась.
Что же произошло? Ответ однозначен — в системе холодоснабжения бурно развиваются микроорганизмы, одним из основных элементов питания которых является углерод, в избытке содержащийся в молекулах пропиленгликоля. Конечным продуктом «поедания» пропилена, как ни фантастично это звучит, является вода и углекислый газ. Газ стравливается в атмосферу через автоматические воздухоотводчики, а вода объемно замещает пропиленгликоль. Концентрация водного раствора гликоля уменьшается, а объем системы практически не меняется.
Рассмотрим подробнее этот процесс. Пропиленгликоль, в отличие от этиленгликоля, является прекрасным источником питания для бактерий. На установках БОС (биологической очистки сточных вод) он зачастую применяется как дополнительный источник подкормки активного ила при явно выраженном дефиците питания по органике (например, на предприятиях по производству азотных удобрений).
Бактерии, попавшие в благоприятную среду, начинают быстро размножаться. Расскажу поподробнее, как это происходит. Деструкция молекул пропиленгликоля происходит за счет разрыва ковалентных межатомных связей. И делает это не сама бактерия, а вырабатываемые ею ферменты (энзимы). Сама по себе межатомная ковалентная связь в молекулах очень крепка, и для ее разрыва требуется огромная энергия. Фермент, обладая уникальной геометрической формой, соединяется с молекулой по принципу «ключ — замок». В этот момент происходит многократное уменьшение требуемой энергии разрыва межатомной связи. Молекула распадается на атомы углерода водорода и кислорода. При этом высвобождается огромное количество энергии, используемое бактерией для ее жизнедеятельности.
Таким образом, постепенно, как уже отмечалось выше, концентрация пропиленгликоля в растворе падает. Многие ошибочно считают, что водные растворы пропиленгликоля при замерзании просто теряют текучесть, превращаясь в так называемую «шугу», а при нагревании возвращаются в свое исходное состояние. А это не так. Посмотрите на график (рис.1). Каждой концентрации соответствуют две температурные точки: точка начала кристаллизации (потеря текучести) и точка перехода раствора в твердое состояние. К примеру, при снижении концентрации ниже 33% (морозостойкость -15 °С) уже при температуре -23 °С возникает так называемый «разрывающий эффект».
Рис. 1. Морозостойкость смесей Antifrogen-L — вода (температуры кристаллизации в соответствии с ASTM D 1177)
И это не самое страшное. В процессе размножения микроорганизмы вырабатывают так называемый биогель, который позволяет им прочно прикрепляться ко всем внутренним поверхностям системы холодоснабжения, образуя биопленку. Начинается процесс биообрастания, о вреде которого стоит поговорить отдельно.
Биообрастание
Многие виды микроорганизмов оставляют на поверхности труб ПСС — плотные слизистые скопления, обладающие высокой механической прочностью и не смываемые потоком жидкости[1]. С ростом толщины слоя биообрастаний гидродинамические условия в теплообменнике начинают ухудшаться из-за уменьшения пропускного сечения труб.
Рост вязкости теплоносителя связан с накоплением в нем как самих микроорганизмов, так и ПСС. Среди многих видов микроорганизмов, поражающих системы водоснабжения и теплообмена, наиболее быстрорастущими являются бактерии рода Pseudomonas и грибы рода Aspergillus, а продукты их жизнедеятельности (полисахариды и органические кислоты) способны увеличивать вязкость жидкости в несколько раз[2].
Таким образом, увеличение гидравлического сопротивления, вызванное как ростом толщины биообрастаний, так и повышением вязкости антифриза, ведет к значительной потере энергоэффективности системы вследствие существенного возрастания энергозатрат на перекачку теплоносителя. Повышение нагрузок на насосное оборудование ускоряет его износ.
Второй немаловажный отрицательный фактор, вызванный биообрастанием, — это значительное снижение коэффициента теплопроводности поверхностей теплообменного оборудования, что также приводит к увеличению расхода энергоресурсов на поддержание заданных параметров работы системы.
Ну и, пожалуй, самый губительный фактор, вызванный жизнедеятельностью микроорганизмов, это биокоррозия.
Биокоррозия цветных металлов
Микробному разрушению подвергается практически все, что нас окружает: металл, бетон, стекло, камень, резина, кожа, пластмассы и др. Считается, что ежегодная сумма потерь, официально уточненных как биогенных, в промышленно развитых странах, где противокоррозионную защиту осуществляют удовлетворительно, составляет 2–3% от стоимости произведенных материалов[3].
По некоторым данным, более 50% коррозийных повреждений трубопроводов обусловлено деятельностью микроорганизмов. Коррозийную активность микроорганизмов по масштабам можно сравнить разве только с их геологической деятельностью.
Механизм развития биокоррозии металлических поверхностей обусловлен способностью психрофильных микроорганизмов, попадающих в систему, прикрепляться к металлическим поверхностям и образовывать биопленки обрастания. В процессе жизнедеятельности микроорганизмы выделяют в теплоноситель (вода, водные растворы гликолей или солей) и на поверхность металла различные вещества, в том числе ферменты, органические и минеральные кислоты, восстановители и окислители (например, H2SO4, HNO3), амины, спирты. Перечисленные вещества разрушают целевые компоненты теплоносителей.
Экспериментально установлено, что активное участие в коррозии металлов принимают грибы, главным образом, представители родов Penicillium, Aspergilius, Trichoderma и Candida. Как показывает модельный опыт (температура испытаний 15 оС, длительность испытаний 6 месяцев при рН = 6.0), микробиологической коррозии подвержены даже внутренние поверхности деталей систем холодоснабжения, выполненные из алюминия, меди и нержавеющей стали.
Установлено также влияние на коррозионные процессы тионовых (Thiobacillus) и нитрифицирующих (Nitrosomonas, Nitrosocystis) бактерий. В результате изменения рН среды снижается эффективность ряда ингибиторов коррозии, входящих в состав хладоносителя: фосфатов, боратов, бензоатов, нитритов и др.
Самым эффективным способом борьбы с данной проблемой является обязательное применение в составе пакета присадок теплоносителя биоцидов, нейтрализующих и подавляющих рост микроорганизмов, например, таких как: бензизотиазолинон, натриевая соль орто-фенилфенола, 5-хлор-2-метил-2Н-изотиазол-3 и др. Эти биоциды включены в химические комплексы с некоторыми видами органических ингибиторов коррозии. Полученные комплексоны в малых концентрациях подавляют рост микроорганизмов, эффективно ингибируют коррозию металлов (см. рис. 3, образцы 1б, 2б и 3б) и длительное время обеспечивают высокие и стабильные теплообменные характеристики систем холодоснабжения.
Antifrogen L — высокотехнологичное решение
Всех вышеперечисленных последствий, связанных с жизнедеятельностью микроорганизмов, можно и нужно избегать посредством применения качественных теплоносителей, в состав которых изначально входит биоцидный комплекс защиты. К таким антифризам в полной мере относится высококачественный немецкий теплоноситель Antifrogen L.
Данный антифриз на основе пропиленгликоля разработан швейцарским концерном Clariant. В состав теплоносителя входит уникальный инновационный комплекс ингибиторных и функциональных присадок, позволяющий гарантированно эксплуатировать систему без замены теплоносителя не менее 20 лет.
Особенно хочу отметить, что в данном продукте проблеме негативного влияния микробиологии на работоспособность оборудования уделено особое внимание. В состав пакета присадок входит мощный комплекс биоцидных добавок, позволяющий при подготовке водных растворов заданной концентрации применять даже простую водопроводную воду.
Объемное содержание пакета присадок в концентрированном теплоносителе Antifrogen L составляет не менее 7.5%. Это позволяет использовать водные растворы с концентрацией пропиленгликоля 25%, что очень востребовано в двухконтурных системах холодоснабжения фанкойлов. При этом производитель гарантирует сохранение всех защитных функций теплоносителя, в том числе и функции подавления развития микроорганизмов в растворе.
В заключение хочется обратить внимание на то, как важно еще на стадии проектирования заложить в спецификацию проекта полноценный теплоноситель, обладающий всеми вышеперечисленными качествами. Это не только исключит соблазн недобросовестного застройщика сэкономить на качестве закупаемых материалов, но и позволит серьезно сократить последующие эксплуатационные расходы на борьбу с негативными последствиями жизнедеятельности микроорганизмов, о которых было рассказано в этой статье.
Литература
1. Little B. J., Lee J. S. Microbiologically Influenced Corrosion. John Wiley & Sons, Inc., Hoboken. — New Jersey, 2007.
2. Генель Л. С., Галкин М. Л. Микробиологическая безопасность систем охлаждения и кондиционирования воздуха // Холодильная техника. 2009. № 2.
3. Verhoef R. P. Structural Characterisation and Enzymatic Degradation of Exopolysaccharides involved in Paper Mill Slime Deposition. — Ph.D. thesis Wageningen University, the Netherlands, 2005-01-04.
Приводится анализ механических и гидравлических характеристик двух типов металлополимерных труб: раструбных из ВЧШГ с полиуретановым покрытием внутренней и наружной поверхности и стальных электросварных прямошовных с покрытием внутренней и наружной поверхности полимерными материалами.
Проведено сравнение потерь напора в трубах на сопротивление по длине. Показаны преимущества и недостатки труб из сравниваемых материалов. Приведен анализ их гидравлического потенциала.
Ключевые слова: металлополимерные трубы, характеристики, сопротивление, потери напора по длине.
Под гидравлическим потенциалом трубопровода (труб) понимают оценочный эксплуатационный критерий, характеризуемый совокупностью значений величин расхода q,л/с при заданном давлении PN, МПа, скорости потока V, м/с и потерь напора на трение по длине i, м/м.
Проектирование напорных трубопроводов систем водоснабжения и водоотведения должно начинаться с обоснования выбора материалов труб [1]. То есть, при минимальной стоимости строительства одного погонного метра трубопровода, последний должен иметь минимальные потери напора по длине, влияющие на выбор насосного оборудования для транспортирования на расстояние требуемого расхода [2]. При этом, в зависимости от рельефа местности, сложности трассы, сейсмических условий и др., используются металлополимерные трубы, у которых металлический каркас (стальной или из ВЧШГ) покрыт внутри и снаружи полимерными покрытиями, обеспечивающими антикоррозионные свойства внутренней (рабочей) поверхности трубы и рациональные потери напора по длине [5].
Применение полимерных покрытий для предотвращения коррозионных процессов на внутренней поверхности стальных и чугунных труб в системах водоснабжения и напорной канализации находит все большее использование. Установлено, что трубы из полимерных материалов и металлические трубы с такими покрытиями имеют значительно больший срок службы, меньше по величине потери напора по длине и энергоэффективные характеристики в сравнении с трубами из стали и серого чугуна [1, 3, 4].
Рассмотрим два вида полимерных покрытий металлических труб, наиболее часто применяемых на практике. Это полиуретановое покрытие для стальных и чугунных труб и композитное покрытие «Амеркот 391рс» для стальных электросварных труб. На рис. 1 показан внешний вид сравниваемых металлополимерных труб.
Рис. 1. Внешний вид ВЧШГ-труб (а) и электросварных труб (б)
а) Труба чугунная из ВЧШГ
по EN 545-2010
б) Трубы стальные электросварные
по ГОСТ 20295-85
В табл. 1 приведены характеристики этих покрытий и значения основного высотного параметра шероховатости Ra, используемого при гидравлических расчетах трубопроводов из полимерных материалов [6, 7].
Таблица 1. Характеристики покрытий
Анализ характеристик полимерных покрытий, представленных в табл. 1, свидетельствует об их практическом сходстве.
В табл. 2 приведены значения характерных параметров сравниваемых труб, по которым проводится анализ при выборе из двух сравниваемых материалов труб.
Таблица 2.
Сравнение параметров, приведенных в табл. 2, показывает, что:
— внутренний диаметр труб ВЧШГ с полиуретановым покрытием на 0,42% больше, чем у электросварных труб с покрытием «Амеркот 391 рс» (618,6 мм > 616,0 мм на 0,42 %), однако,
— вес 1 п. м трубы из ВЧШГ больше (138,50 кг > 118,82 кг) на 14,21%, чем у электросварных труб того же диаметра.
При доставке автотранспортом электросварных труб диаметра 600 мм по 12 м каждая в одной шаланде перевозится — 132 п. м, а труб из ВЧШГ того же диаметра по 6 м каждая в одной шаланде — 22 штуки — 132 п. м, то есть одно и то же количество по длине. Следовательно, доставка на трассу требуемого объема труб из ВЧШГ будет дороже.
Так как для труб из любого вида материала рабочей поверхностью является их внутренняя поверхность, то, чем меньше сопротивление этой поверхности, тем более энергоэффективными являются трубы [4]. Поэтому проведем сравнение характеристик гидравлического потенциала труб диаметром 600 мм. Результаты сравнения представлены в табл. 3.
Таблица 3. Сравнение гидравлического потенциала металлополимерных труб диаметром 600 мм
По данным табл. 3 видно, что значения удельных потерь напора для сравниваемых труб практически одинаковы. Это подтверждает их практически одинаковую пропускную способность [8]. Поэтому приведем основные характеристики сравниваемых труб, которые представлены в табл. 4.
Таблица 4.
Из табл. 4 следует, что при прочих равных условиях главным и основным недостатком электросварных труб с полимерным покрытием является их неполимеризованное сварное стыковое соединение, которое в условиях строительной площадки не представляется возможным подвергнуть качественной полимеризации изнутри, так как для этого потребуется: убрать окалину, образующуюся при сварке, обезжирить всю внутреннюю поверхность по внутреннему периметру труб шириной не менее 100 мм и разработать технологию и инструмент для полимеризации внутренней поверхности сваренного встык соединения.
Вторым серьезным недостатком является длительность проведения сварочного процесса труб. Установлено, что одна рабочая бригада в смену монтирует труб из ВЧШГ — 210 п. м, а стальных электросварных не более 60 п. м [1].
Время монтажа 1 км труб диаметром 600 мм в две нитки составляет:
— из ВЧШГ труб — 9,5 смены;
— из стальных электросварных труб — 33,3 смены.
То есть сроки монтажа 1 км трубопровода первой категории в две нитки диаметром 600 мм из стальных электросварных труб в 3,51 раза больше, чем труб из ВЧШГ того же диаметра. Следовательно, сроки монтажа трубопровода длиной 100 км в две нитки составляют:
— из ВЧШГ труб — 2,61 года;
— из стальных электросварных труб — 9,13 года.
Таким образом, при прочих равных условиях сроки монтажа трубопровода из ВЧШГ труб диаметром 600 мм длиной 100 км в две нитки каждая в 3,5 раза меньше, чем при монтаже стальных электросварных труб с полимерной облицовкой внутренней поверхности.
Приведенные для сравнения характеристики и гидравлический потенциал труб из двух сравниваемых материалов позволяют сделать следующее заключение:
— трубы из ВЧШГ с полиуретановым внутренним покрытием имеют предпочтительное использование для строительства напорных трубопроводов систем водоснабжения любой протяженности.
Литература
1. Продоус О. А., Мурлин А. А., Иващенко В. В. Критерии выбора материалов труб для напорных трубопроводов коммунального и промышленного водоснабжения. // Материалы X Юбилейной Международной научно-практической конференции «ТЕХНОВОД-2017» «Технологии очистки воды», 5–6 октября 2017, Астрахань. — С 101–105.
2. Продоус О. А. Прогнозирование потерь напора в трубопроводах из разных полимерных материалов. // Журнал «ВСТ» «Водоснабжение и санитарная техника». № 11, 2018. — С. 60–64.
3. Воинцева И. И., Новиков М. Г., Продоус О. А. Продление периода эксплуатации трубопроводов систем водоснабжения из стальных и чугунных труб. // Научно-технический журнал «Инженерные системы» «АВОК — Северо-Запад», № 1, 2019. — С. 44–47.
4. Продоус О. А., Терехов Л. Д. Сравнительная оценка величин потерь напора для обоснования выбора материала труб из разных полимерных материалов. // Журнал «Водоочистка. Водоподготовка. Водоснабжение», 2018/9 (129) — С. 44–48.
5. Продоус О. А., Джанбеков Б. А., Бегеулов Б. А. Напорные трубы для водоводов с энергоэффективными характеристиками для эксплуатации в экстремальных условиях. // Журнал «Водоочистка. Водоподготовка. Водоснабжение», № 3 (135) 2019. — С. 48–51.
6. СП 40-102-2000. Свод правил по проектированию и строительству. Проектирование и монтаж трубопроводов систем водоснабжения и канализации из полимерных материалов. Общие требования. // http://docs.cntd.ru/document/1200007490.
7. Продоус О. А. Таблицы для гидравлического расчета труб напорных из полиэтилена. Справочное пособие. 3-е издание — дополненное. // Санкт-Петербург, «Свое издательство», 2017. — 240 с.
8. Продоус О. А., Терехов Л. Д. Пропускная способность напорных трубопроводов из полимерных материалов. // Журнал «Водоочистка. Водоподготовка. Водоснабжение», 2019/5 (137). — С. 52–56.
А. Ю. Малютин, старший преподаватель кафедры системного анализа и информационных технологий Санкт-Петербургского государственного технологического института (технический университет)
В настоящее время при выборе технологии обезвоживания осадков в большинстве случаев стоит задача выбора между ленточными фильтр-прессами (ЛФП) или центрифугами (рис. 1 и рис. 2), обеспечивающими степень обезвоживания, достаточную для утилизации либо дальнейшей эффективной сушки или сжигания [1, 2, 3].
Ленточный фильтр-пресс
Основные факторы, по которым необходимо проводить сравнительный анализ ЛФП
Центрифуга
и центрифуг, можно разделить на объективные и субъективные. Это деление в некотором роде условно, так как для каждого конкретного случая субъективный фактор может стать объективным и, более того, определяющим выбор технологии для данного объекта. Например, в случае, когда необходимо увеличить количество обрабатываемого осадка с минимальными капитальными затратами в цехе механического обезвоживания осадка (ЦМО) с ЛФП, при техперевооружении имеется возможность заменить ЛФП центрифугами без необходимости перестраивать ЦМО. Вместе с тем учитывая, что большинство ЦМО в муниципальных предприятиях РФ были построены еще в 70–80-х годах прошлого века с большим запасом площадей. Таким образом, имеется возможность установить оборудование большей производительности. В результате определяющим фактором в данном конкретном случае становятся затраты на оборудование.
В общем виде при сравнительном анализе ЛФП и центрифуг нужно учитывать:
— ЛФП представляют собой низкооборотистое оборудование (обычно 3–10 об/мин) с низким значением потребляемой электрической мощности. Напротив, у центрифуг данные значения в разы выше, что приводит к увеличению эксплуатационных затрат при использовании центрифуг;
— по сравнению с центрифугами ЛФП обеспечивают минимально возможный расход флокулянта, что положительно сказывается на эксплуатационных параметрах;
— ЛФП в отличие от центрифуг требуют постоянной промывки. Однако надо учитывать, что на большинстве очистных сооружений имеется система подачи промывной воды, в случае если такой системы нет то, отсутствие необходимости в промывке для центрифуг может стать значительным преимуществом в их пользу;
— при небольших габаритах установки центрифуга может обеспечить большую пропускную способность по сухому веществу в очень ограниченном пространстве. Это очень важный фактор, который необходимо учитывать особенно при проектировании или реконструкции больших очистных сооружений;
— при наличии абразивных включений (песка) в обезвоживаемом осадке рабочие органы центрифуги подвергается сильному износу, чтобы его избежать, требуется снизить содержание песка до величины не более 3% [4].
Процесс приготовления смеси ИАИ и СО
Одной из основных проблем при выборе технологии обезвоживании осадка являлся сравнительный анализ основных эксплуатационных затрат (электроэнергия, флокулянт, промывная вода) ЛФП и центрифуг.
Для решения поставленной задачи были проведены опытно-промышленные испытания на смеси сырого осадка (СО) и избыточного активного ила (ИАИ) при их соотношении 60/40 по массе асв. Смесь готовилась в регулирующем резервуаре (рис. 1), для чего в него подавались СО в количестве 1,95 м3/ч влажностью 94,40% и ИАИ из аэротенков в количестве 20,48 м3/ч влажностью 99,20%.
Рис. 4
Полученная гомогенная смесь характеризовалась влажностью 98,78% с общим объемным расходом 22,43 м3/ч. При этом массовый расход асв составил 273,06 кг асв/ч, что соответствует содержанию абсолютно сухого вещества (асв) 12,17 кг/м3. Плотность СО и ИАИ составляла около 1 т/м3. Соответственно плотность смеси также была 1 т/м3. Плотность кека варьировалась от 1,35 до 1,45 т/м3. Поэтому была принята усредненная плотность 1,4 т/м3.
Далее приготовленную смесь разделяли на два потока и направляли на центрифугу и ЛФП с объемными расходами 20 м3/ч и 2,43 м3/ч соответственно.
В результате эксперимента были определены оптимальные параметры работы обезвоживающих установок, приведенные на балансовой схеме (рис. 4) и в таблице 1.
Таблица 1. Технологические параметры работы ЛФП и центрифуги. *) Установленная мощность ЛФП: 1,3 кВт. **) Установленная мощность центрифуги: 45 кВт.
Так как при проведении опытно-производственных испытаний производительности ЛФП и центрифуг отличались практически в 10 раз, то сравнение необходимо было проводить по удельным показателям их работы. Для этого предлагалось использовать три целевые функции (затраты на 1 час работы оборудования, затраты на обработку 1 м3 исходной смеси, затраты на обработку 1 т асв), которые коррелируются между собой с некоторыми коэффициентами:
— затраты на 1 час работы
— затраты на обработку 1 м3 исходной смеси
— затраты на обработку 1 т асв:
Для вычисления целевых функций необходимо учитывать, что величины стоимостей флокулянта,
Таблица 2. Стоимости флокулянта, электроэнергии и промывной воды
электроэнергии и промывной воды могут варьироваться в зависимости от региона, объема закупки реагентов и географических особенностей расположения объекта. Например, в регионах с низким коэффициентом обеспеченности водой фактор использования промывной воды может резко снизить привлекательность применения ЛФП, в разы, увеличив тем самым стоимость данной статьи расхода. В нашем конкретном случае расчеты проводились исходя из стоимостей, приведенных в таблице 2.
Результаты расчета целевых функций приведены в таблице 3.
Таблица 3. Общие эксплуатационные затраты
При анализе данной таблицы следует, что наибольшие эксплуатационные затраты связаны с приобретением флокулянта, причем для центрифуг его требуется в три раза больше, чем для ЛФП. Также существенная разница и в затратах на электроэнергию: для центрифуг эти затраты в два раза выше, чем для ЛФП. В итоге себестоимость обезвоживания 1 м3 исходного осадка на ЛФП составляет 13,04 руб/м3, а для центрифуги 32,34 руб/м3. Таким образом, применение ЛФП позволяет сократить эксплуатационные затраты в 2,5 раза по сравнению с центрифугами.
Выводы
Результаты опытно-производственных испытаний показали, что:
1. При необходимости снижать эксплуатационные затраты на обезвоживание осадка целесообразно применять ЛФП.
2. При отсутствие площадей в ЦМО для размещения ЛФП целесообразно использовать центрифуги.
 В Казани с успехом прошел ознакомительный семинар «Коммерческий учет энергоносителей», организованный консорциумом ЛОГИКА-ТЕПЛОЭНЕРГОМОНТАЖ в рамках серии выездных семинаров на территории России.
В Казани с успехом прошел ознакомительный семинар «Коммерческий учет энергоносителей», организованный консорциумом ЛОГИКА-ТЕПЛОЭНЕРГОМОНТАЖ в рамках серии выездных семинаров на территории России. Особый интерес у местных специалистов вызвало практическое занятие по настройке, программированию и эксплуатации тепловычислителей серии ЛОГИКА: СПТ940, СПТ941.20, СПТ944, СПТ962 и СПТ963. Каждый участник смог самостоятельно настроить фирменные приборы, а также задать вопросы по техническим характеристикам руководителю службы техподдержки.
Особый интерес у местных специалистов вызвало практическое занятие по настройке, программированию и эксплуатации тепловычислителей серии ЛОГИКА: СПТ940, СПТ941.20, СПТ944, СПТ962 и СПТ963. Каждый участник смог самостоятельно настроить фирменные приборы, а также задать вопросы по техническим характеристикам руководителю службы техподдержки.