Доступ к гигиенически безопасной воде для людей во всем мире является первостепенной задачей для Grünbeck Wasseraufbereitung GmbH. Будучи специалистом по очистке воды, компания Grünbeck благодаря своим ноу-хау (разработкам), продуктам и всем способам коммуникаций прикладывает максимум усилий для реализации главной задачи — обеспечения населения чистой водой на долгие годы.
Поскольку знания являются базой для понимания людьми темы осознанного обращения каждого человека с жизненно важным ресурсом на Земле — водой, основываясь на ключевом девизе компании «Мы понимаем воду», а также на мнении профессионалов в области водных ресурсов, «Грюнбек» хочет просветить общественность и, таким образом, воспитать ВОДНЫХ ЭКСПЕРТОВ.
Прекрасной образовательной площадкой является известный учебный центр Grünbeck Forum в штаб-квартире компании в Хехштадте/Германия. Специалисты по водным ресурсам демонстрируют последние разработки компании, а также инновационные решения в области очистки воды для индустрии HVAC, пищевой промышленности и производства энергии.
Среди прочего это продукты для очистки воды, а также для систем отопления и охлаждения или бассейнов. Кроме того, Grünbeck предлагает непревзойденный опыт в планировании, проектировании, производстве и обслуживании таких технических систем для очистки воды.
Сегодня 900 экспертов работают в группе компаний Grünbeck, которая была основана Йозефом Грюнбеком под названием Wasserchemie und Apparatebau в 1949 году. Являясь одной из самых успешных и выдающихся компаний в области очистки воды в Европе, «Грюнбек» интересуется, понимает и отвечает требованиям своих клиентов. Результатом является непрерывно растущий оборот компании около 160 миллионов евро в год. Общенациональные отделения в Германии и присутствие на всех важных рынках обеспечивают тесный контакт с клиентами по всему миру.
Редакция журнала «Инженерные системы» рада сообщить, что второй номер издания вышел к весенним выставкам: 6-ой Международной выставке оборудования для отопления, водоснабжения, вентиляции, кондиционирования и бассейнов Aquatherm St. Petersburg 2019 и 25-ой Международной выставке строительных и отделочных материалов WorldBuild St. Petersburg/ИнтерСтройЭкспо.
Напомним, что выставки прошли в КВЦ «Экспофорум» 18-20 апреля 2019 одновременно с мероприятиями деловой программы Конгресса IBC.
Участники всех этих мероприятий стали первыми читателями нашего журнала, посетив стенд издательства «АВОК СЕВЕРО-ЗАПАД».
На страницах номера, как всегда, много интересного. В частности, стоит обратить внимание на большой редакционный отчет о прошедшем в Москве XVI Международном конгрессе «Энергоэффективность. XXI век. Инженерные методы снижения энергопотребления».
В номере также 8 авторских материалов, посвященных исследованиям различных тем в области инженерных систем и, конечно, информация от партнеров издания об их последних новинках.
Belimo — это мировой лидер в разработке, производстве и сбыте электроприводов для систем вентиляции, отопления и кондиционирования воздуха. Электроприводы и регулирующая арматура являются основой бизнеса компании.
Компания создана в 1975 году. На сегодняшний день общий штат работников (в 80 странах) порядка 1500 человек. Годовой оборот компании в 2017 году составил 600 млн швейцарских франков. Ежегодно на заводе Belimo в г. Хинвил изготавливается 6,5 миллиона приводов. Все приводы 100%-но тестируются.
Продукция Belimo широко применяется по всему миру. Среди реализованных объектов самое высокое здание Бурдж Халифа в Дубае, Большой театр в Москве, аэропорт в Цюрихе, торговые центры во Франкфурте и Йоханнесбурге и т. д. Продукция используется также в кораблестроении, в железнодорожной отрасли, в компьютерных дата-центрах, а также на объектах сельского хозяйства.
С 1998 года компания представлена в России — ООО «Сервоприводы БЕЛИМО Руссия». В марте этого года представители компании пригласили специалистов нескольких проектных организаций из России на производственную площадку в г. Хинвил, где они смогли посмотреть на работу цехов завода, а также побывать в уникальном Опытном центре, созданном инженерами Belimo.
Завод Belimo — это комплекс из трех зданий: основное (административное), цех производства и сборки оборудования, а также полностью автоматизированный склад готовой продукции и комплектующих.
Линейка производимой продукции: приводы для воздушных клапанов, приводы и клапаны для регулирования водяного потока, а также датчики.
Madeorbuy— Сделать или купить
Стоимость привода на 86% состоит из приобретенных компонентов или собранных узлов, которые разрабатываются инженерами Belimo, но изготавливаются на других промышленных площадках.
Структура производственной площадки завода — это цеха сборки продукции, цех кастомизации, лаборатории, логистический цех и автоматические склады.
Интересно, что любой из работников завода может участвовать в процессе модернизации завода, написав свои предложения по оптимизации работы своего участка на производстве. В том случае если предложение действительно дельное, оно внедряется.
Благодаря более чем 40-летнему опыту работы Belimo изготавливает приводы с самым большим сроком функционирования. Каждый привод производит 100 000 полных циклов и 1 000 000 частичных. Кроме 100%-ного выходного контроля, Belimo проводит периодические испытания для подтверждения жизненного цикла.
Автоматизированный склад комплектующих и готовой продукции — это уникальный складской полностью автоматизированный комплекс.
Отопление всех зданий завода Belimo осуществляется от мусоросжигательного завода через дорогу. Для охлаждения воды установлены чиллеры на крыше завода.
Приточно-вытяжная установка в Опытном центре Belimo
Инновационные решения HVAC в Опытном центре Belimo
Основное обучение специалистов проводится в Опытном центре Belimo, построенном в 2017 году в здании завода в г. Хинвил, и основной идеей которого является не просто показать продукцию Belimo, а продемонстрировать, как она работает в действии.
Опытный центр Belimo это:
260 квадратных метров площади центра
Полностью функциональный водяной демонстрационный стенд мощностью 96 кВт
Центральный кондиционер
Горячая и холодная вода объемом 600 литров
Стеклянный куб в качестве демонстрационной зоны
Отдельные экспонаты продукции
Опыт работы из первых рук
Технический прогресс, изменение требований к проектным решениям и адаптация к нормативным документам требуют инновационных методов для демонстрации и передачи прогрессивных решений в области автоматизации зданий и сооружений, и новый Опытный центр Belimo сочетает в себе знания и опыт специалистов с интерактивными методами обучения.
Центр предлагает не только экспонаты, но и применимые функциональные образцы из воздушной, водной, сенсорной и других линеек продукции. Особый интерес представляет полностью функциональная установка для кондиционирования воздуха и впечатляющий гидравлический демонстрационный стенд.
Гидравлическая водная стена
Гидравлический демонстрационный стенд
Полностью функциональная «водная стена» в Опытном центре Belimo демонстрирует гидравлические знания в различных сценариях и возможности модернизации любой гидравлической системы ОВиК с продуктами Belimo. Помимо всего прочего, на стенде объясняется влияние дифференциального давления и температуры, синдром низкой дельта T или то, как работает современная прозрачность системы.
• Различные гидравлические контуры показаны на стенде длиной 13,5 м и высотой 3,5 м
• Для этого было установлено более 350 единиц продукции, в том числе 235 продуктов Belimo из ассортимента регулирования воды и датчиков
• В системе циркулирует более 600 литров воды, разделенных на 12 демонстрационных контуров
• Мощность при полной нагрузке составляет 96 кВт
Установка для обработки воздуха
Центральный кондиционер: полностью функциональный, обслуживает Опытный центр Belimo и офисы на втором этаже.
• Предназначен для номинального объема 6900 м3 /ч
• Контролируется приводом со встроенным веб-сервером, который также используется, например, в Belimo Energy Valve ™
• Функциональность и параметры системы обновляются через IP-сеть на веб-сервере и могут быть получены через экран, ПК, планшет или смартфон
Зональные решения
В стеклянном кубе, в качестве демонстрационной зоны, представлен пример потолочной системы охлаждения, с применением 6-ходового крана Belimo, используемой как для обогрева, так и для охлаждения помещения.
Опытный центр Belimo
Лаборатория безопасности
Важной частью Опытного центра Belimo является уникальная лаборатория безопасности, благодаря которой Belimo расширяет свои ноу-хау в области исключения задымления путей эвакуации в вертикальном и горизонтальном направлениях. Для этой цели на существующей лестничной клетке была установлена действующая система защиты от дыма, специально разработанная для Belimo. Она предлагает множество вариантов для демонстрации различных сценариев, таких как переменный отток, силы открытия двери, критерии скорости и давления и многое другое.
• Высота здания: ок. 24 м
• Объем лестничной клетки: 355 м3
• Вентилятор: 37 600 м3 /ч
Водная лаборатория
Еще одной областью Опытного центра Belimo является водная лаборатория. Здесь знания могут быть применены и консолидированы. Среди прочего, это включает в себя следующие виды деятельности:
• Измерение величины K vs
• Измерение характеристики клапана
• Испытание поведения клапанов, не зависящих от давления
• Установка различных клапанов
• Установка приводов на клапаны сторонних производителей
Завод Belimo в г.Хинвил (Швейцария)
Как отдельные экспонаты представлены привод для противопожарных заслонок, привод с возвратной пружиной и дисковый поворотный затвор с приводом, в котором применена технология NFC (Near Field Communications) со специальным приложением для смартфона.
Российские проектировщики смогли не только ознакомиться с производственной площадкой завода и возможностями, представленными в Опытном центре Belimo, но и побывать на одном из реализованных объектов. Сотрудники завода Belimo показали один из уникальных энергоэффективных домов, где установлены, в том числе, приводы и датчики Belimo, — это офис компании Todt Gmur + Partner AG.
В завершение поездки все гости из России поднялись на гору Пилатус недалеко от г. Люцерна.
С 18 по 20 апреля 2019 года в КВЦ «ЭКСПОФОРУМ» (Санкт-Петербург) прошли выставки «ИнтерСтройЭкспо» (строительные и отделочные материалы) и Aquatherm St. Petersburg (инженерное оборудование), информационным партнером которых в очередной раз выступил научно-технический журнал «Инженерные системы».
Участникам и гостям выставки был представлен очередной выпуск издания, в котором опубликованы материалы, посвященные инженерным системам в строительстве.
Так на страницах издания представлен материал Андрея Стронгина, посвященный расчетным параметрам и эффективным применениям воздушных завес у ворот охлаждаемых помещений. Статья Юрия Мара знакомит читателей с альтернативным подходом к выбору расчета температуры в холодный период при организации шиберующей защиты проемов верхними завесами. А вопрос об установлении границ термореновации многоквартирных жилых зданий первых массовых серий рассматривается в материале Сергея Корниеко. И еще много другой интересной и актуальной информации в области инженерных систем.
Стоит отметить, что в этом году в выставках приняли участие более 200 компаний из России, Беларуси, Венгрии, Бельгии, Швеции, Германии, Китая. В числе участников – компании из 20 городов России: Калининграда, Москвы, Калуги, Липецка, Костромы, Волгограда, Ростова на Дону, Таганрога, Нижнего Новгорода, Казани, Саратова, Кирова, Екатеринбурга, Ярославля, Челябинска, Новосибирска, Красноярска и других. Многие компании впервые приехали в Санкт-Петербург с целью найти новых партнеров, чтобы развивать свои продажи на строительном рынке Северо-Запада.
Среди участников форума были представители промышленного и бытового строительства, оптовой и розничной торговли, инженерных услуг, государственных и отраслевых ассоциаций и СМИ.
Основанная в 1973 году, компания продолжает инвестировать в производство, чтобы иметь в своем распоряжении все необходимое для предложения высокотехнологичного продукта с самыми современными характеристиками. В 2007 году Recuperator S.p.A переехала в новые производственные помещения (г. Рескальдина, провинция Милана). На данный момент общая площадь (производство + офисная часть) составляет порядка 9000 кв. м.
С ноября 2018 года Recuperator S.p.A стала частью CAREL Group. Это событие и связанные с ним изменения дали новый импульс к развитию компании в составе группы.
Производственные процессы, внедренные компанией Recuperator S.p.A, характеризуются высокой производительностью и инновацией. Процесс начинается с четко организованной процедуры управления заказами с использованием специальных программ (разработанных самой компанией), которые автоматически отправляют наряды-заказы прямо на завод. Благодаря 12 полностью автоматизированным производственным линиям, ограничивающим использование человеческого фактора до функций контроля, теплообменники собираются за максимально короткое время. Готовая продукция проходит тщательный контроль в соответствии со стандартизированными процедурами оценки качества. Производственный процесс завершается монтажом демпфера (где в этом есть необходимость) и упаковкой рекуператоров.
Основные типологии продуктов, производимых компанией Recuperator S.p.A на данный момент, — это пластинчатые и роторные теплообменники типа «воздух — воздух». Эти элементы являются «пульсирующим сердцем» вентиляционной системы с рекуперацией тепла. Ниже приведено краткое описание и основные характеристики каждого из продуктов.
Пластинчатые перекрестноточные теплообменники серии A, B и F
Пластинчатые рекуператоры тепла «воздух — воздух» представляют собой теплообменники, обеспечивающие передачу тепла между двумя потоками воздуха под действием разницы температур.
Эффективность передачи тепла на практике во многом зависит от типа материала, из которого изготавливаются пластины. В данном случае больший вес имеют такие качества, как устойчивость к коррозии и стоимость. Предпочтение отдается алюминию, обладающему необходимой степенью коррозионной устойчивости, простотой обработки, невоспламеняемостью и продолжительным сроком службы. При использовании в агрессивных средах алюминий покрывается нетоксичной эпоксидной краской (версия AC). Для работы при высоких рабочих температурах (более 200 °C) или сложных технологических процессах применяется сплав из нержавеющей стали.
Разделение на серии происходит в зависимости от геометрии пластин теплообменника и требуемых параметров.
Серия
А — максимальная эффективность
В — гибкость при подборе
F — низкие потери давления
Характеристики
Размеры стороны: от 300 до 2410 мм
Расход воздуха: более 100 000 м3/ч (в зависимости от серии)
На основе моделей A, B и F были созданы специфические серии для следующих применений:
СерияERP — это разумное соотношение между ценой и эффективностью.
Эти теплообменники составлены путем объединения базовых модулей для моделей B04, B05, B06.
Базовые модели доступны на нашем складе в различных комбинациях с максимальным сроком доставки в 5 рабочих дней.
СерияB—Blue — решения для центров обработки данных.
Теплообменники серии B-Blue обладают всеми функциями, необходимыми для применения в центрах по обработке данных. Специальная геометрия пластин была разработана для увеличения распределения воды на ее поверхности во время адиабатического процесса. Синий цвет рекуператора обусловлен цветом специального гидрофильного покрытия, способного улучшить смачиваемость пластины. Он был испытан и разработан в университетских лабораториях Миланского политехнического университета для увеличения охлаждающей способности и снижения потребления воды.
На данный момент технический отдел компании Recuperator S.p.A занимается интеграцией и тестированием системы адиабатического охлаждения компании CAREL Group для возможности предложить комплексное решение для центров обработки данных.
Роторные теплообменники
Серия R
Роторные теплообменники тепла «воздух — воздух» компании Recuperator S.p.A комплектуются цилиндрической матрицей с множеством каналов для прохождения воздуха и последующего теплообмена. Корпус оборудован щеточными уплотнителями, которые минимизируют переток воздуха на притоке/ вытяжке и приводным механизмом, состоящим из электродвигателя требуемой мощности и регулятора скорости.
Характеристики
Диаметр ротора от 500 до 4200 мм
Расход воздуха до 100 000 м3/ч
Уровень КПД теплообмена до 85%
Высокая эффективность и возможность возврата влажности и тепла
Возможность передачи скрытого тепла
Компактность даже при установке оборудования больших размеров
Низкие потери давления
Виды обработки ротора
AL — алюминий (без обработки)
AT — гибридное покрытие
AR — сорбционное покрытие (Silica gel)
AZ — сорбционное покрытие (Molecular sieve 3A)
AC — эпоксидное покрытие
Применение
Кондиционирование и отопление
Бассейны
Промышленная вентиляция
Применение на корабельных установках
К преимуществам линейного ряда компании Recuperator S.p.A можно отнести:
Короткие сроки производства
Широкая гамма опций и кастомизация
Эффективное обслуживание клиентов
Для подбора всей гаммы продуктов компании используется программа для расчетов Reх или DLL-приложение, которое можно легко интегрировать в программу для расчетов приточной установки. Программное обеспечение доступно бесплатно. Для получения программы необходимо зарегистрироваться на английском языке на нашем сайте: www.recuperator.eu
Помимо этого, на сайте можно ознакомиться с дополнительной информацией о наших продуктах.
Исследования и разработки: фундаментальный элемент компании
Постоянные научно-практические исследования позволяют компании Recuperator S.p.A производить инновационную продукцию различной геометрической формы, постоянно работая над улучшением соотношения цена/качество. Две аэродинамических труб, оборудованных в соответствии с нормами ASHRAE (Американская ассоциация инженеров по отоплению, охлаждению и кондиционированию воздуха), являются основными инструментами научно-исследовательской деятельности компании. Они используются для проверки рекуператоров, поступающих с линии сборки, а также для разработки новых видов продукции. Кроме этого, компания очень тщательно подходит к контролю всех материалов при их приемке, обработке, а также готовой продукции в соответствии с действующими нормами. В ответ на требования национального и международного рынков собственные расчетные программы компании Recuperator S.p.A прошли престижную сертификацию Eurovent. Это еще раз свидетельствует о внимании, которое компания уделяет качеству своей продукции.
Ниже приведен перечень сертификатов полученных компанией за последние несколько лет в сотрудничестве с: HTA (Hochschule für Technik Architektur), Люцерна (Швейцария), Институт научных исследований и испытаний им. Мазини, г. Ро (провинция Милана), Падуанский университет (Отделение физики и техники).
Самый лучший жидкий теплоноситель на планете Земля, безусловно, вода. У нее наиболее высокая теплоемкость и теплопроводность, а также относительно низкая вязкость. Однако высокая температура кристаллизации, 0 °C, и уникальное свойство расширяться при замерзании делают воду непригодной для холодильных установок и систем, имеющих риск замерзания в зимних условиях. В связи с этим во многих случаях проектировщик вынужден заменить воду незамерзающими растворами, которые позволяют функционировать системам при отрицательныхрабочих температурах.
Приведу выдержку из СП 60.13330.2012 «Отопление, вентиляция и кондиционирование воздуха»: п. 9.7 В системах холодоснабжения воздухоохладителей приточных установок, кондиционеров, вентиляторных доводчиков в качестве холодоносителя следует применять, как правило, воду; допускается применять незамерзающие растворы с учетом 6.1.4. В качестве добавок допускается использовать вещества 3-го и 4-го классов опасности, разрешенные к применению в системах внутреннего теплоснабжения органом санитарно-эпидемиологического надзора.
Задачи принятия решения
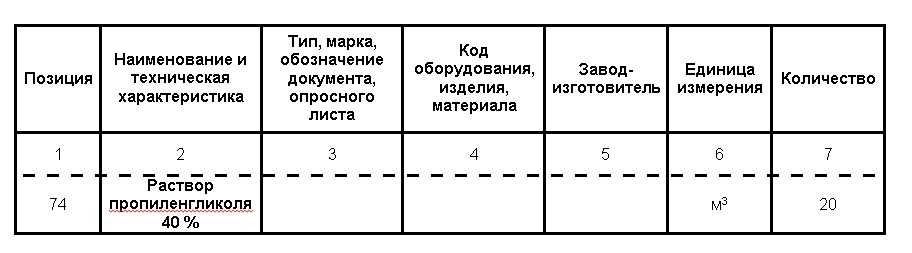
Исходя из вышеприведенных требований к незамерзающему раствору проектировщик, по сути, решает только две задачи: выбирает тип присадки для воды (как правило, пропилен гликоль, как менее ядовитый) и определяет температуру начала кристаллизации водного раствора исходя из климатики региона эксплуатации. В результате в пояснительной записке появляется указание: «В качестве теплоносителя применить 40%-ный водный раствор пропиленгликоля», а в проектной спецификации Стадии Р появляется следующая графа (рис. 1).
Рис. 1.
Как видите, в ней не указан ни производитель, ни марка теплоносителя. При этом все мы сегодня знаем, что сами по себе водные растворы гликолей чрезвычайно коррозийные (рН 5.9–6.2) и требуют обязательного ингибирования. Но на этот счет в проектной документации нет никаких указаний. Да и не может быть, так как ингибирование теплоносителей — отдельный пласт науки.
Получается, что производитель работ самостоятельно принимает решение, что же ему применить: готовый комплексно ингибированный теплоноситель или простой водный раствор соответствующей концентрации. Как вы понимаете, второй вариант значительно дешевле, особенно если речь идет о большом промышленном объеме в десятки тонн.
Вопросы из практики применения
Хочу поделиться с вами собственным печальным опытом. Как начальнику отдела контроля качества строительства инженерных систем одной очень уважаемой санкт-петербургской строительно-монтажной компании мне пришлось делать экспертизу крупного объекта на предмет установления причин возникновения множественной сквозной коррозии стальных трубопроводов диаметром 189 мм стояка системы ХС контура чиллер-градирня. Причем произошло это через полтора года после введения объекта в эксплуатацию.
После детального разбора всех обстоятельств случившегося было установлено следующее. Согласно требованиям проекта, в качестве теплоносителя был применен 45%-ный водный раствор пропиленгликоля, для приготовления которого в целях экономии средств был применен концентрат пропиленгликоля, купленный на соседней кондитерской фабрике, где, как известно, он широко применяется в рецептуре тортов для их увлажнения, и водопроводная вода из-под крана. Ингибитор коррозии не добавлялся, так как о нем ни слова не было сказано в проектной документации. В результате внутри контура образовался высококоррозийный электролит с рН-5.8, который, учитывая сопутствующие факторы (высокую температуру теплоносителя и блуждающие токи от телекоммуникационного оборудования), стал основной причиной образования многочисленных свищей по продольному заводскому электросварному шву стальных трубопроводов.
Случай был признан гарантийным. Стояк был полностью заменен за счет производителя работ, понесшего огромные убытки, а на техническом совете компании впредь было решено применять только готовые теплоносители с полным комплексом присадок.
Становится очевидным, что всего вышеперечисленного можно избежать, если еще на стадии проектирования закладывать в проектную спецификацию качественные теплоносители с указанием их марки и производителя.
Свойства и характеристики
Давайте поговорим подробнее о том, какими же свойствами должен обладать современный промышленный незамерзающий теплоноситель на базе гликолевых спиртов. В состав антифризов входят базовые компоненты — вода и этилен или пропиленгликоль, которые составляют 93–97% объема жидкости, остальное — присадки. Количественное соотношение «гликоль — вода» определяет физические свойства теплоносителя: температуру начала кристаллизации и кипения, теплоемкость, теплопроводность, вязкость, объемное расширение и др. Однако «лицо» антифриза определяют присадки, или, как принято говорить, пакет присадок, придающий теплоносителю следующие необходимые свойства:
Антикоррозионные. 50%-ный водный раствор гликолевых спиртов имеет рН около 5.9–6.2, что увеличивает его коррозийность (табл. 1). Бюджетные производители антифризов решают эту проблему добавлением буферных солей на основе бора, азота, загоняя рН в безопасную щелочную зону. Срок службы подобных ингибиторов не более 5 лет, а при высоких температурах эксплуатации еще меньше.
Продвинутые производители применяют современные гибридные присадки, обеспечивающие надежный резерв щелочности на протяжении длительного срока эксплуатации.
Антивспенивающие. Склонность гликолевых водных растворов образовывать устойчивую пену очень негативно сказывается на теплофизических свойствах теплоносителя и приводит к быстрому выходу из строя насосного оборудования под воздействием кавитации в импеллерах.
Антинакипные. Наличие данной присадки не позволяет твердым нерастворимым осадкам солей кальция и магния оседать на поверхностях теплообмена, тем самым препятствуя ухудшению коэффициента теплопередачи теплообменного оборудования.
Термостабилизирующие. Редко применяемая, но очень важная присадка. Предотвращает расслоение теплоносителя на воду и гликоль в местах отсутствия циркуляции, например, в расширительных баках. Особенно это актуально, когда баки установлены на улице (например, на газокомпрессорных станциях СПГ). Также предотвращается эффект образования концентрационных пробок внутри систем трубопроводов.
Биоцидные. Требуется только для теплоносителей на основе пропиленгликоля для предотвращения развития органики. Мало кто знает, что со временем внутри систем начинают активно размножаться грибковые микроорганизмы, которые питаются углеродом, в избытке содержащемся в гликоле. Это приводит к потере плотности раствора и ухудшению теплопроводности теплообменников.
И, пожалуй, единственный из антифризов на современном рынке, обладающий в полной мере всеми вышеперечисленными свойствами, является высококачественный промышленный теплоноситель Antifrogen® (производство Германия). Данный теплоноситель благодаря инновационной формуле пакета присадок, разработки швейцарского концерна Clariant, обладает прекрасными эксплуатационными качествами.
Преимущества выбора
Главным достоинством Antifrogen® является его долговечность. Это обусловлено принципиально новой формулой ингибитора коррозии. На сегодняшний день Antifrogen® гарантированно работает более 20 лет без замены. Это объясняет его предпочтительное применение в промышленных системах тепло- и холодоснабжения. Процедура замены теплоносителя весьма затратное мероприятие, включающее в себя, помимо расходов на покупку нового антифриза, также затраты на утилизацию старого теплоносителя и промывку системы трубопроводов и теплообменников. Даже по самым приближенным подсчетам за 15 лет эксплуатации затраты на Antifrogen® окупаются более чем в три раза по сравнению с аналогичных теплоносителями, имеющими срок эксплуатации не более пяти лет.
Немаловажно и то, что в процессе эксплуатации не происходит фазового разделения Antifrogen® — вода. Особенно актуально это в случаях наличия в системе расширительных баков, циркуляция в которых отсутствует.
Также следует отметить, что концентрированный Antifrogen® не требует предварительного смешивания с водой перед заправкой. Система просто заполняется на две трети водой, затем добавляется концентрированный Antifrogen® и остальное количество воды. Подобная схема заправки значительно упрощает логистику и сводит к минимуму влияние человеческого фактора.
И последнее, компания ООО «Био-Хим», являющаяся официальным дистрибьютором концерна Clariant, в 2015 году начала производство теплоносителя Antifrogen® на территории РФ на базе Угловского комбината бытовой химии. Это позволило значительно снизить себестоимость продукта и получить для него «российский паспорт», сохранив при этом безупречное немецкое качество.
28 февраля 2019 года на заседании Научно-технического и экспертного совета при Комитете по строительству Правительства Санкт-Петербурга теплоноситель Antifrogen® получил одобрение на включение в «Каталог продукции российского производства».
И, в заключение, хотелось бы еще раз обратить внимание всех проектировщиков на то, что выборкачественного теплоносителя на стадии проектирования очень важен. Это не только исключит соблазн недобросовестных застройщиков сэкономить на качестве закупаемых материалов, но и позволит серьезно сократить последующие эксплуатационные затраты на обслуживание, связанное с периодической заменой теплоносителя.
Вентиляционные установки с роторными рекуператорами для низких температур от -30 °С WOLFAHUTEc опцией «Северное исполнение»
Мы не будем рассказывать про важность вентилирования помещения. Надеемся, что для всех это уже очевидно. Мы расскажем сегодня об эффективных решениях WOLF для роторных рекуператоров в зимних условиях.
Сложности использования роторного рекуператора для регионов с низкими температурами (от -30 °С) — известный факт. Низкие эксплуатационные температуры диктуют свои ограничения. Эти ограничения делятся на две группы: первая группа ограничений связана с конструкцией колеса рекуператора, вторая — с элементами автоматики и регулировки.
Инженеры компании WOLF, совместно с производителями роторных рекуператоров, разработали опцию «Северное исполнение». Это решение позволяет расширить диапазон режимов эксплуатации и, одновременно, экономить ресурсы в самых холодных регионах России.
Комплексное решение по обеим группам ограничений состоит в модернизированном рабочем колесе, защите элементов автоматики, низкотемпературно устойчивых элементах вентиляционной установки.
А именно:
— корпус воздушного клапана изготовлен с покрытием политетрафторэтиленом (TEFLON), благодаря низкому поверхностному натяжению которого и адгезии на заслонках не образуется лед;
— контроллер регулировки скорости VariMax 25/50/100;
— шаговый двигатель с превосходным крутящим моментом во всем диапазоне скоростей, с возможностью точного поддержания скорости вращения от 0,05 до 12 об/мин. Масло низкотемпературной вязкости;
— при температурах ниже -30 °С элементы автоматики управления обогреваются внутренним мини-электроТЭНом;
— используется силовой кабель увеличенного сечения;
— уникальное программное обеспечение для работы при низких температурах;
— подшипники роторного рекуператора с низкотемпературной консистентной смазкой;
— для исключения перетока воздуха используется войлочное уплотнение;
— ремень на текстильной основе, сохраняющий свои свойства при температурах ниже – 40 °С, исключающий проскальзывание.
При всех своих преимуществах в зимних условиях роторный рекуператор WOLF позволяет сэкономить не только энергию, но и излишние денежные расходы. А это в наше время немаловажно не только в условиях низких температур.
Дочернее предприятие WOLF GmbH
ООО «Вольф Энергосберегающие системы»
wolfrus.ru
г. Москва, Дмитровское ш., 71Б, БЦ «Seven One»
г. Екатеринбург, ул. Карла Либкнехта, д. 4, оф. 30
И. С. Конышков, руководитель проекта центра водоснабжения и канализации АО «Промэнерго»
В общем плане можно отметить следующие актуальные проблемы в области централизованных систем водоснабжения и водоотведения (канализования), определяющие их эксплуатационные возможности и технический уровень:
Аварийное состояние наружных водопроводных/канализационных сетей (постоянные порывы и последующие ремонты, необходимость снижения напоров);
Технологическая отсталость и высокая степень изношенности основного и вспомогательного оборудования действующих сооружений (приводящие к увеличению расходов электроэнергии, росту аварийности и снижению надежности, несоответствию современным требованиям);
Избыточность (по производительности) значительной части эксплуатируемого оборудования, в первую очередь насосных станций (далее — НС), в связи с «переразмеренностью» проектов второй половины ХХ века, а также с сокращением водопотребления (низкая энергоэффективность и высокие удельные эксплуатационные затраты).
Для специалистов отрасли очевидно, что необходимость реконструкций сооружений и перекладки сетей достигла критического уровня. Особенно остро проблемы проявляются в малых и средних городах России (с населением менее 100 тыс. человек), в том числе в связи с низкой инвестиционной привлекательностью из-за «растянутых» сроков окупаемости.
Такие работы ведутся на протяжении последних 10–15 лет, однако их объемы весьма незначительны. Главной проблемой в исправлении положения является недостаточность финансирования отрасли как в связи с отсутствием сколь-нибудь значимой инвестиционной составляющей в тарифах коммунальных предприятий водоснабжения/водоотведения (водоканалов), так и в результате отсутствия существенного бюджетного финансирования. Осознавая, что предел по уровню риска массовой аварийности уже близок, можно высказать крамольную мысль, что выделять более значительные, чем на сегодняшний день, средства на устранение этой «дыры» все равно придется. При актуализации этой задачи возрастет потребность как в критериях выбора первоочередных объектов инвестирования, так и в определении оптимальных типовых проектных решений (ТПР), обеспечивающих внедрение инновационных, эффективных (почти равно — энергосберегающих), надежных технологий, технических систем и оборудования (подпадающих под определение НДТ).
В статье представлены информационно-аналитические материалы (выборочные и обобщенные данные, примеры реализованных технических решений), накопленные в ходе работ АО «Промэнерго» (далее — Промэнерго) в качестве генерального подрядчика по проектированию и реализации реконструкции городских канализационных насосных станций.
Таблица 1. Начальные результаты реконструкции ряда КНС г. Архангельска в 2009–2012 гг.
При оценке целесообразности реконструкции или модернизации сооружений водоканала, и в первую очередь насосных станций, одним из основных критериев является срок окупаемости инвестиций. Анализ результата технических обследований, выполненных Промэнерго на объектах ВКХ, показывает большой разброс этого значения. При анализе этого показателя для насосных станций г. Архангельска (энергоаудит 2012 года) значения колебались в интервале от 2 до 25 лет, однако среднее значение этого показателя для канализационных насосных станций составляло около 10 лет. В случае сложной (разветвленной) городской канализационной сети, имеющей набор насосных станций с различными расходно-напорными параметрами, результаты реального (инструментального) обследования могут привести к изменению самой концепции (программы) дальнейших реконструкций.
Показателен пример реконструкции канализационных насосных станций (далее КНС) г. Архангельска. На основании предварительного анализа, выполненного в начале 2000-х годов с привлечением технических консультантов, были определены 5 КНС г. Архангельска для реконструкции на средства, привлекаемые от Европейского банка реконструкции и развития. Промэнерго, выиграв тендер на указанную реконструкцию как генподрядчик, обеспечило выполнение всего комплекса работ в течение 2009–2012 гг., включая проектирование, поставку оборудования, строительно-монтажные работы и пусконаладку. Уже в ходе начальной эксплуатации реконструированных канализационных станций были получены существенные результаты в части энергосбережения, которые представлены в табл. 1.
Сравнение полученных результатов по реконструированным НС позволяет сделать вывод о существенных различиях в уровне экономии электроэнергии (как в абсолютных, так и в относительных значениях). Не снимая фактора изношенности оборудования при выборе КНС для реконструкции, можно предположить, что в целом выбор станций техническими консультантами выполнялся на основании экспертных оценок, которые не могли опираться на детальные представления об энергоэффективности работы установленного ранее оборудования по причине отсутствия необходимых данных в полном объеме.
При выборе первоочередных объектов реконструкции следует проводить технические обследования в объеме требований [2] с обязательным включением в состав работ параметрических измерений. В качестве специальной инструментальной базы для таких измерений может быть рекомендован разработанный Промэнерго мобильный измерительный комплекс (МИК). Использование МИК для параметрических обследований позволяет получить информацию как об основных параметрах работы существующего насосного оборудования, так и в целом о состоянии арматуры и трубопроводов НС, а также смоделировать работу станции при условии установки нового оборудования как при сохранении режимов водопотребления, так и с учетом прогнозируемого изменения. Таким образом, может быть обеспечена возможность рассмотреть варианты реконструкции, выбрать наиболее эффективный из них и обоснованно оценить эффективность реконструкции на соответствующем объекте. Примеры для иллюстрации возможностей применения МИК с целью получения реальной информации о работе НС, позволяющей разработать действенные рекомендации по оптимизации работы оборудования и сокращению энергопотребления, приведены в [5].
В качестве следующего примера для более подробного анализа рассмотрим канализационную насосную станцию № 11, расположенную в г. Кириши Ленинградской области (далее — КНС № 11), вопрос о необходимости реконструкции которой был поставлен в 2011 году. КНС № 11 предназначена для приема всего объема городских сточных вод и перекачки их на очистные сооружения ООО «Производственное объединение «Киришинефтеоргсинтез» (ООО «ПО КИНЕФ»). Станция построена по проекту «Насосная станция № 11 перекачки хозяйственно-фекальных стоков в г. Кириши», разработанному институтом «Ленгипрогаз» в 1969 году для Киришского НПЗ, введена в эксплуатацию в 1972 году, эксплуатацию станции осуществляет муниципальное предприятие «Управления водопроводно-канализационного хозяйства муниципального образования «Киришское городское поселение Киришского муниципального района Ленинградской области». Основной целью реконструкции КНС № 11 при разработке проектной документации была установлена замена устаревшего технологического, электротехнического (кроме трансформаторной подстанции и РУ-10 кВ) и отопительно-вентиляционного оборудования с проведением ремонта строительной части здания насосной станции в объемах, определенных заказчиком в задании на проектирование.
Станция состоит из наземной части размером в плане 18х30 м, высотой 6,90 м и подземной части размером в плане 18х24 м, глубиной 10,50 м. Подземная часть имеет два отделения, разделенных перегородкой, — приемное отделение размером в плане 6х24 м и машинное отделение (машинный зал) размером в плане 12х24 м. Подводящий коллектор диаметром 1000 мм заходит в приемное отделение на глубине 7,50 м от уровня пола машинного зала до лотка трубы. В приемном отделении имеется 2 распределительных канала шириной 900 мм и глубиной 1500 мм, из которых один является рабочим, второй резервным. На каждом из каналов была предусмотрена решетка-дробилка РД-600 и 2 щитовых затвора, до и после решетки-дробилки. Объем приемного резервуара составляет около 450 м3. Уровень сточных вод в приемном резервуаре при максимальном притоке составляет около 3,8 м, при минимальном притоке — около 1,3 м; в каналах соответственно 1,0 м и 0,2 м.
Рис. 1. Состояние КНС № 11 (г. Кириши) в ходе обследования для разработки проектной документации, 2012 год
В машинном зале были установлены 4 основных насоса ФГ-800/33, каждый оснащен электродвигателем мощностью 160 кВт и должен обеспечивать подачу 800 м3/ч при напоре 33 м. в. ст., 2 насоса рабочие и 2 — резервные, 2 насоса оснащены преобразователем частоты ПЧ-ТТПТ-315-380-50-02М1-УХЛ4 мощностью 160 кВт. На выходе из КНС предполагалось поддерживать напор (ПЧ) на уровне 32 м. в. ст. Кроме основных имелись 2 насоса 4К-6 (каждый с подачей 65 м3/ч при напоре 98 м. в .ст., с электродвигателем мощностью 55 кВт) для уплотнения сальников основных насосов, а также 2 дренажных насоса ВКС 8-16 (каждый с подачей 28,8 м3/ч при напоре 16 м. в. ст., с электродвигателем мощностью 10 кВт). Напорные трубопроводы (2х530 мм и 1х710 мм) выходили из станции на глубине 2,25 м от уровня пола машинного зала до оси трубы. Из 3 трубопроводов в рабочем состоянии были только 2.
Проектная документация разрабатывалась ЗАО «Промэнерго», г. Санкт-Петербург (актуально — АО «Промэнерго», далее — Промэнерго). В обеспечение должного уровня проектных решений в 2012 году было выполнено обследование станции, которое показало значительный моральный и физический износ технологического и вспомогательного оборудования станции за долгие годы эксплуатации. Фотоматериалы, отражающие состояние КНС № 11 в ходе обследования для разработки проектной документации, представлены на рис. 1.
Заданием на проектирование предусматривалась замена технологического оборудования КНС № 11 в связи с его моральным и физическим износом за долгие годы эксплуатации. Проектом было определено, что замене подлежат в приемном отделении: решетки-дробилки и щитовые затворы, существующая задвижка с электроприводом на входе в насосную станцию (заменяется на шиберную межфланцевую задвижку с пневмоприводом); в машинном отделении заменяются насосное оборудование (основные насосы и дренажные), всасывающие и напорные трубопроводы насосов, напорная флейта, трубопроводная арматура.
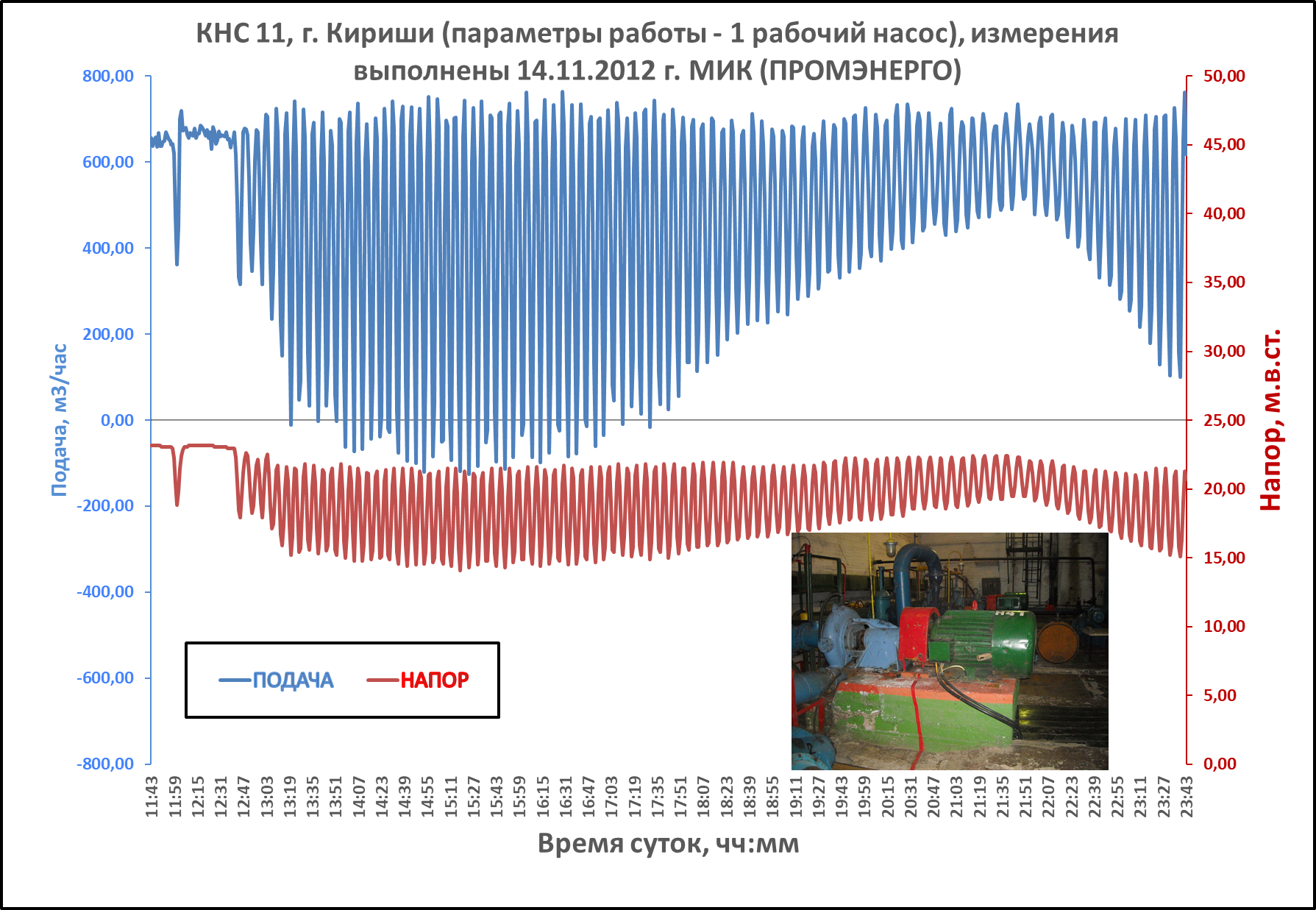
Рис. 2. Ошибки системы «насос — ЧРП — обратный клапан» на КНС № 11 (г. Кириши), установлено по результатам измерений МИК параметров работы насоса, 2012 год
При обследовании станции были проведены измерения параметров ее работы с использованием мобильных измерительных комплексов. В ходе измерений изначально была установлена некорректная работа основного технологического оборудования [система «насос — частотно-регулируемый привод (ЧРП) — обратный клапан» работала разрегулированно в режиме «разгон частоты насоса — замедление частоты насоса», со скрытым выходом в состояние обратного потока из напорного коллектора через насос в резервуар, что также было связано с нерабочим состоянием обратного клапана, расположенного в напорном трубопроводе после насоса] (рис. 2). Это приводило к потерям энергии на повторную перекачку части стока, а также к существенному износу и высокому риску аварии насосного агрегата.
На основании заданного заказчиком максимального суточного расхода сточных вод Qмакс.сут = 33 567 м3/сут., коэффициента суточной неравномерности Ксут max = 1,3, принятого в соответствии с п.5.2 СП 31.13330.2012 «Водоснабжение. Наружные сети и сооружения», расчетного значения среднесекундного расхода сточных вод qср.с = 300 л/с и соответствующего ему общего коэффициента неравномерности притока сточных вод Кобщ = 1,35, было определено распределение притока сточных вод по часам суток (колеблется в пределах от 478 м3/ч до 1459 м3/ч). Задаваясь максимальным (Кобщ max = 1,55) и минимальным (Кобщ min = 0,62) коэффициентами неравномерности притока сточных вод в соответствии с СП 32.13330.2012 «Канализация. Наружные сети и сооружения» (табл. 1, qср.с = 300 л/с), в проекте определены расчетные максимальные и минимальные часовые расходы: Qmax.ч = 1674 м3/ч, Qmin.ч = 670 м3/ч.
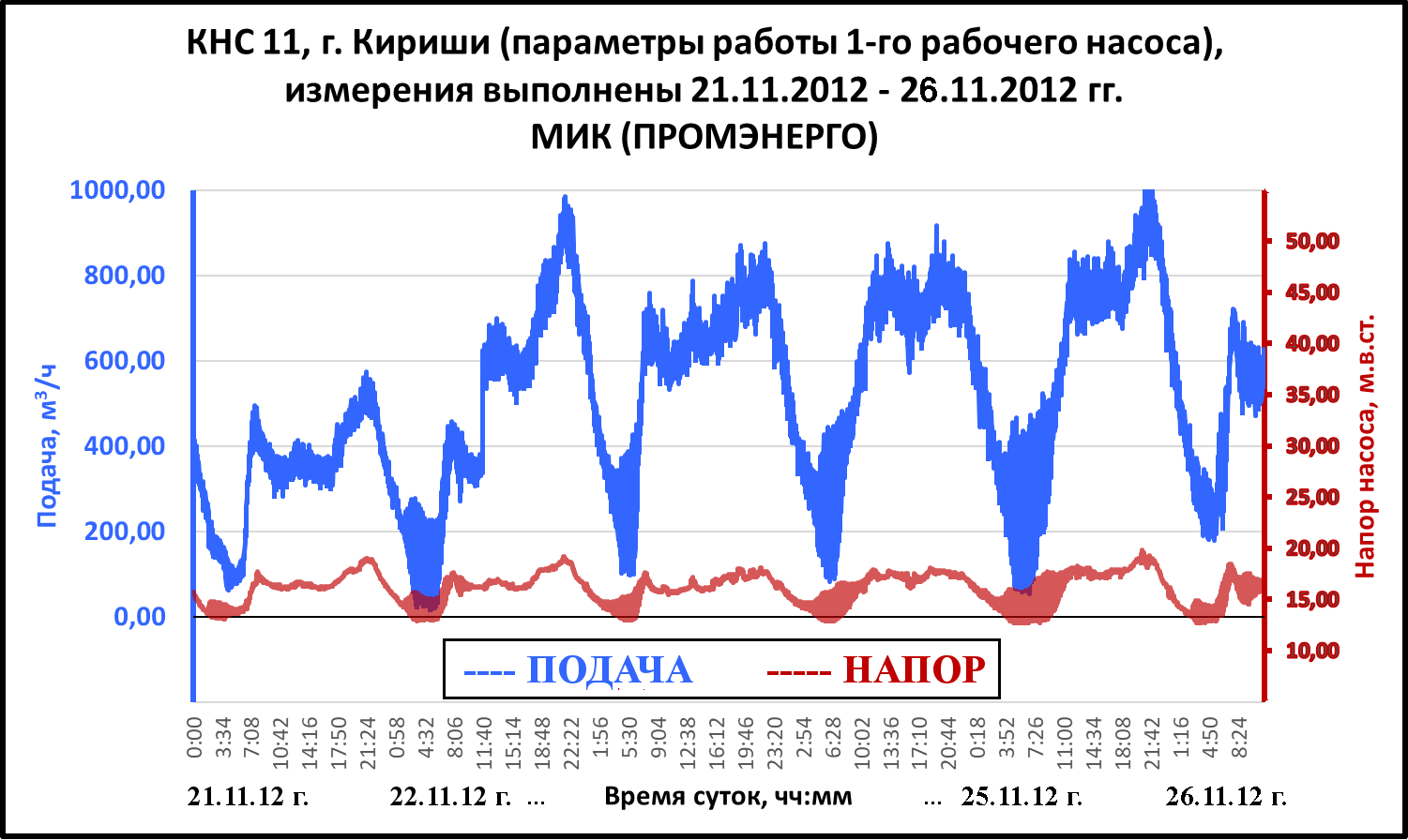
Рис. 3. Диаграммы подачи и напора, обеспечиваемых на КНС № 11 (г. Кириши), на основе данных измерений параметров работы насоса с помощью МИК, 2012 год
После устранение причин некорректной работы система «насос — ЧРП — обратный клапан» были проведены измерения фактических параметров работы станции (насосного оборудования). Данные измерений по подаче и напору представлены на рис. 3. По результатам измерений был определен показатель эффективности — КПД работы насосных агрегатов во время перекачки стока, который находился на очень низком уровне (15–20%). В соответствии с натурными замерами, проведенными на станции в период с 14.11.2012 по 16.11.2012 и в период с 21.11.2012 по 26.11.2012 (диаграмма на рис. 3), максимальный расход сточных вод составил 1167 м3/ч (в пятницу 23.11.2012 в 21 час. 45 мин.), а также 1023 м3/ч (в воскресенье 25.11.2012 в 20 час. 34 мин., минимальный расход в выходные дни, около 200 м3/ч, был зафиксирован в ночное время. В будние дни измерений эти показатели составили 950–1000 м3/ч и 100 м3/ч соответственно.
Данные по замеренным подачам в течение нескольких суток ноября (непродолжительный цикл, не охватывает сезоны года) дали общее контрольное представление о фактических расходах и были сопоставлены при проектировании с данными диспетчерской службы КНС № 11 по количеству сточных вод, подаваемых на очистные сооружения ООО «ПО КИНЕФ», расчетными данными и данными заказчика по производительности КНС (в задании на проектирование максимальная часовая подача рабочих насосов определена в размере 1500 м3/ч). В результате проделанной работы были приняты значения проектных расходов сточных вод КНС № 11.
На момент проектирования в эксплуатации находилась 2 напорных трубопровода, по которым стоки транспортировались до очистных сооружений (длина каждого 5350 м, геометрическая высота подъема ≈ 17 м): 1-я нитка — новая — полиэтиленовые трубы (диаметр 710 мм), 2-я нитка — старая — стальные трубы диаметром 530 мм; планировалась замена 2-й нитки в дальнейшем также с использованием полиэтиленовых труб диаметром 710 мм (не реализована до сих пор). Поэтому расчет необходимого напора насосов проводился для двух вариантов эксплуатации: 1-й вариант (существующий при проектировании) — 1 нитка из полиэтиленовых труб (PN 10/SDR 17, 710х42,1 мм) и 1 нитка из стальных труб (530х10 мм); 2-й вариант (в дальнейшем) — 2 нитки из полиэтиленовых труб (PN 10/SDR 17, 710х42,1 мм). В итоге был определен потребный напор для подбора насосов Hнас = 31,40 м. в. ст. (существующее положение), в дальнейшем этот показатель снизится до Hнас = 28,45 м. в. ст.
Рис. 4. Рабочие точки на характеристике насоса S2.110.20.1150.4.70M.D.416.G.N.D при минимальной и средней подаче сточных вод, КНС № 11 (г. Кириши), ПД 2012 год
НС № 11 является объектом 2-й категории надежности действия, в проекте была сохранена существующая «компоновка» из 4 насосных агрегата (2 — рабочих, 2 — резервных), при среднем и минимальном притоке сточных вод работает 1 насос, при максимальном — 2 насоса. Аккумулирующая способность подводящих сетей, наименьший свободный объем которых составляет около 3700 м3 (что превышает величину среднего притока за 6 часов), учитывается исключительно на случай аварии. С учетом незначительного регулирующего объема приемного резервуара (менее 10 минут в часы максимального притока) необходимо организовать режим откачки, близкий к режиму притока стоков. Поэтому каждый насос оснащается своим ЧРП (ЧРП устанавливаются в щите управления) для регулирования подачи насосами в соответствии с притоком практически на всем диапазоне (за исключением минимальных значений, как правило, в ночное время, когда приходится останавливать насосы).
В качестве основных проектом были определены 4 вертикальных насоса сухого монтажа S2.110.200.1150.4.70M.D.416.G.N.D, 50Hz (производство «Грундфос») номинальной мощностью 115 кВт каждый, обеспечивающие при работе 1 или 2 из них необходимый диапазон подач и напоров, с учетом применения ЧРП (рис. 4).
Применение ЧРП на каждом насосе обеспечило ряд преимуществ при последующей реализации проекта:
— возможность автоматизированного выбора текущей частоты, исключающей выход насосов в нерабочую зону характеристики при фактически сложившемся режиме работы (по расходу и напору), в том числе в связи с работой на напорные трубопроводы по варианту 2;
— возможность задания максимальной частоты, исключающей выход насоса в зону кавитации, с учетом фактически полученной высоты всасывания или подпора, определяемой допустимым диапазоном уровня стока в приемном резервуаре, и значением NPSH насоса в рабочих точках при фактически сложившемся режиме работы (по расходу и напору);
— возможность задания минимальной частоты для исключения работы с подачей ниже допустимого уровня (для предотвращения износа деталей насоса и его выхода из строя);
— отсутствие гидравлических ударов на сетях станции при включении и выключении насосов под управлением ЧРП (плавно, под нагрузкой).
Проект реконструкции КНС № 11 был реализован АО «Промэнерго», получившего права на заключение контракта в качестве генподрядчика (заказчик — МП «УВКХ г. Кириши») по итогу тендерных процедур, выполненных в соответствии с ФЗ № 44. Работы по реконструкции выполнялись в течение 12 месяцев и были завершены в начале декабря 2018 года.
В связи со значительным сроком (5 лет), прошедшим после разработки проектной документации до начала реконструкции, состояние станции претерпело ряд изменений, особенно значимыми из которых для реализации проекта можно признать следующие:
— из 3 работающих насосов остался только 1, при этом применение старых насосов для работы по временной схеме, предусмотренной проектом, стало невозможным;
— 2-я нитка наружного трубопровода (из стальных труб диаметром 530 мм) пришла в негодность, так что подача по ней стала невозможной, что привело к полному изменению места монтажа в схемы работы временных насосов, а также к изменению порядка работ;
— состояние ЗРА в машинном отделении и за пределами станции, на напорных трубопроводах, исключало возможность переключений с целью вывода из-под нагрузки стоками участков трубопроводной сети для врезки трубопроводов временной схемы;
— объем отложений (осадка) в приемном резервуаре в 4 раза превысил проектный, практически полностью заполнив его, уплотнение отложений исключило их частичную откачку старыми насосами и извлечение осадка без применения специальной техники, обеспечивающей откачку с размывом малым количеством воды при сверхвысоком давлении;
— разрушения железобетонных стен распределительных каналов потребовало их восстановления для несения последующей нагрузки при установке измельчителей и щитовых затворов, а также несущих конструкций для настила пола в приемном отделении, это также привело к ограничениям при прокладке по приемному отделению трубопроводов временной схемы, подающих сток от пневмозадвижки, установленной на входе подводящего коллектора в приемное отделение, до насосов временной схемы;
— существенно ухудшилось качество сточных вод, в составе которых значительно увеличилось количество тряпок, особенно из нетканых материалов (применение которых в быту и на производстве резко возросло за последние годы), что привело к необходимости организации механической очистки приходящего стока (с помощью решетки, периодически очищаемой, не мене 1 раза в сутки) до подачи в насосные агрегаты временной схемы.
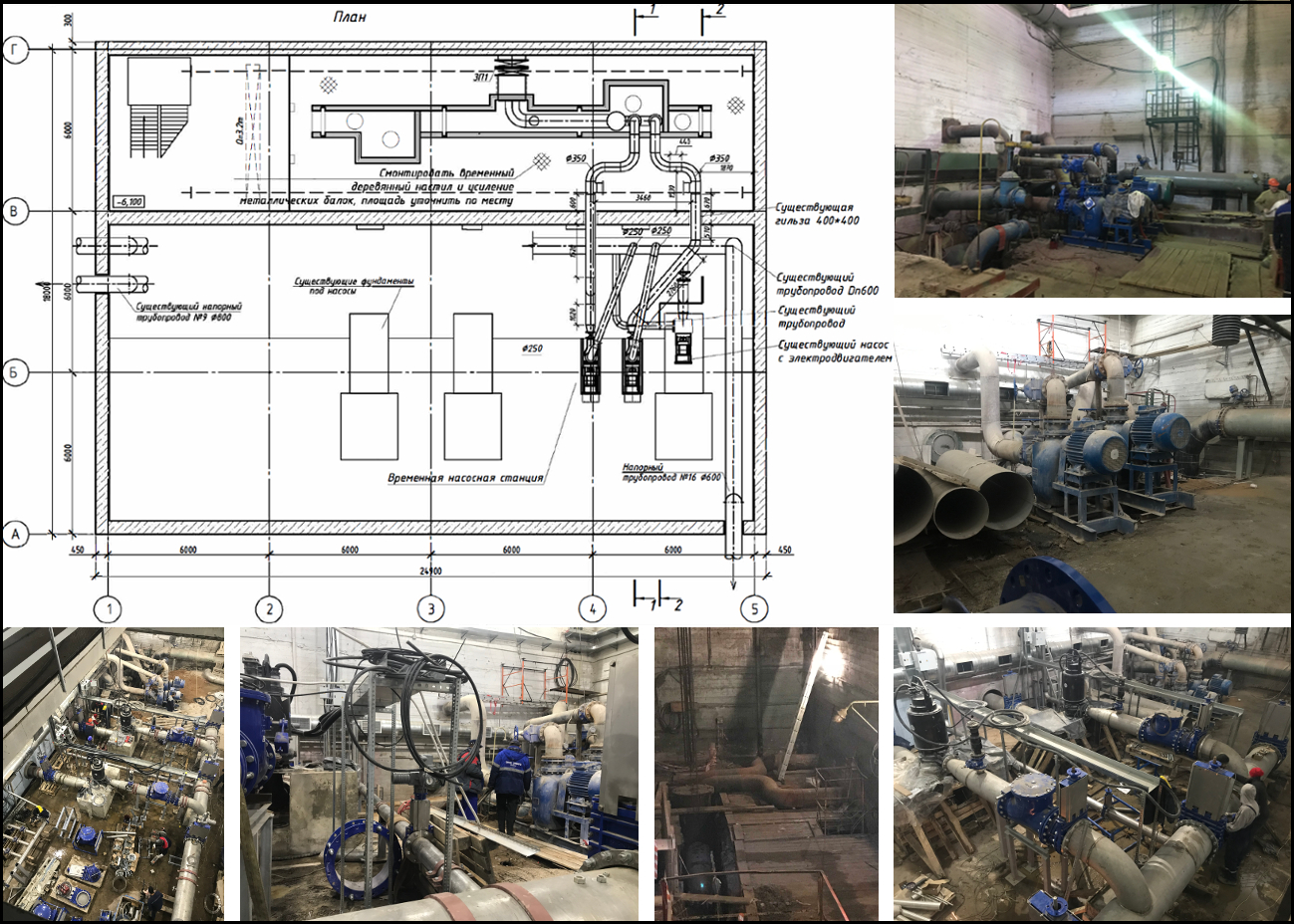
Рис. 5. План и фактическая реализация размещения МАНС СтокПРО для обеспечения временной схемы подачи стоков при реконструкции КНС № 11 (г. Кириши), 2018 год
Накопленные изменения привели к некоторым изменениям при организации работ, а также потребовали более детальной проработки ряда решений при выпуске рабочей документации. В самом начале реконструкции пришлось внести изменения в работу КНС по временной схеме, переложив всю нагрузку по перекачке стоков на насосы временной схемы, которые обеспечили работу станции в течение 9 месяцев. В качестве насосного оборудования для перекачки стоков использовалась модульная автоматическая насосная станция МАНС СтокПРО 2Т10А3S- B (производство — Промэнерго), имеющая в своем составе 2 самовсасывающих насоса Т10А3S-B (установлены на раме) и шкаф управления насосами ЩУ105 (напольного исполнения) с частотным преобразователем. Применения ЧРП в составе МАНС обусловлено необходимостью регулирования объема подачи стоков (в связи с полным отсутствием регулирующего резервуара в составе станции во время реконструкции). Регулирование частоты тока (и частоты вращения колеса рабочего насоса, а соответственно и объема подачи МАНС в напорный трубопровод) осуществляется по сигналу погружного гидростатического датчика уровня 4-20 мА, при этом аккумулирующая емкость городской подводящей (самотечной) сети использовалась в минимальном объеме, исключительно в пределах прилегающего к станции участка подводящего трубопровода, не влияющего на положение дел у абонентов. Это также позволило исключить аварийные ситуации, которые могли быть вызваны превышением максимально разрешенного числа включений насосных агрегатов в составе МАНС СтокПРО в ночные часы малого притока сточных вод.
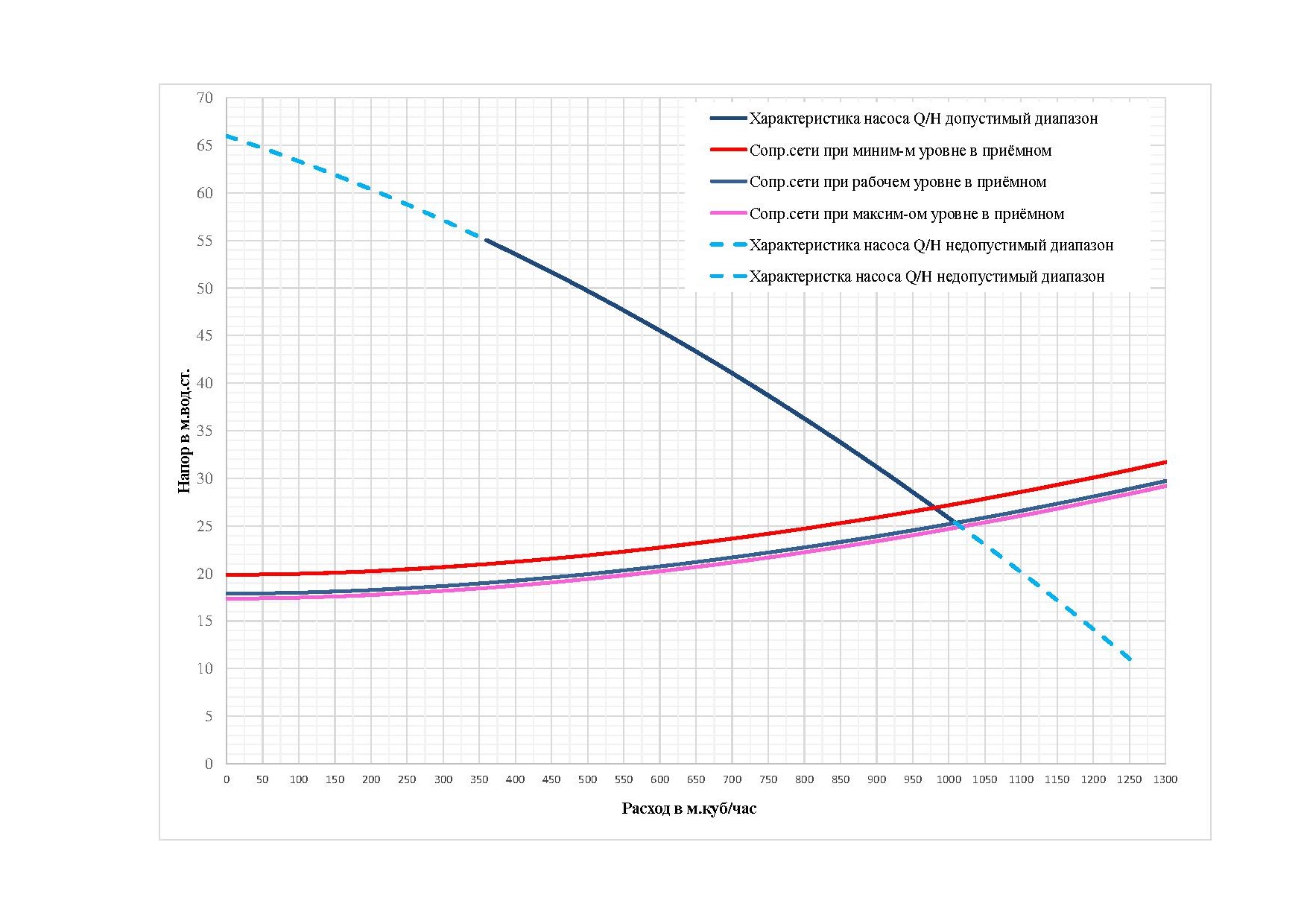
Рис. 6. Рабочий диапазон характеристики Q/H насоса S2.110.20.1150.4.70M.D.416.G.N.D при номинальной частоте 50 Гц
В ходе рабочего проектирования, после уточнения отметок насосных агрегатов, осей трубопроводов, уровней стоков в приемном резервуаре и статической составляющей напора, были выполнены расчеты для определения режимов работы насосного оборудования, которые в дальнейшем были применены в ходе пусконаладочных работ.
Согласно рекомендациям «Грундфос», разработанным на основании [6], рабочий диапазон характеристики Q/H насоса отличается от математической кривой — ограничен в верхней левой части и в нижней правой части (рис. 6). Характеристика Q/H построена при работе двигателя насоса на номинальной частоте 50 Гц.
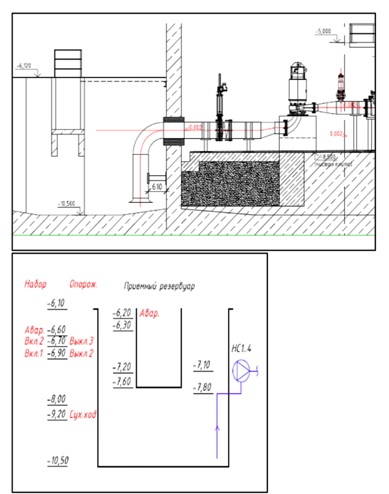
Рис. 7. Расположение насоса в машинном отделении, относительные отметки уровней стоков в приемном отделении КНС № 11 (г. Кириши), 2018 год
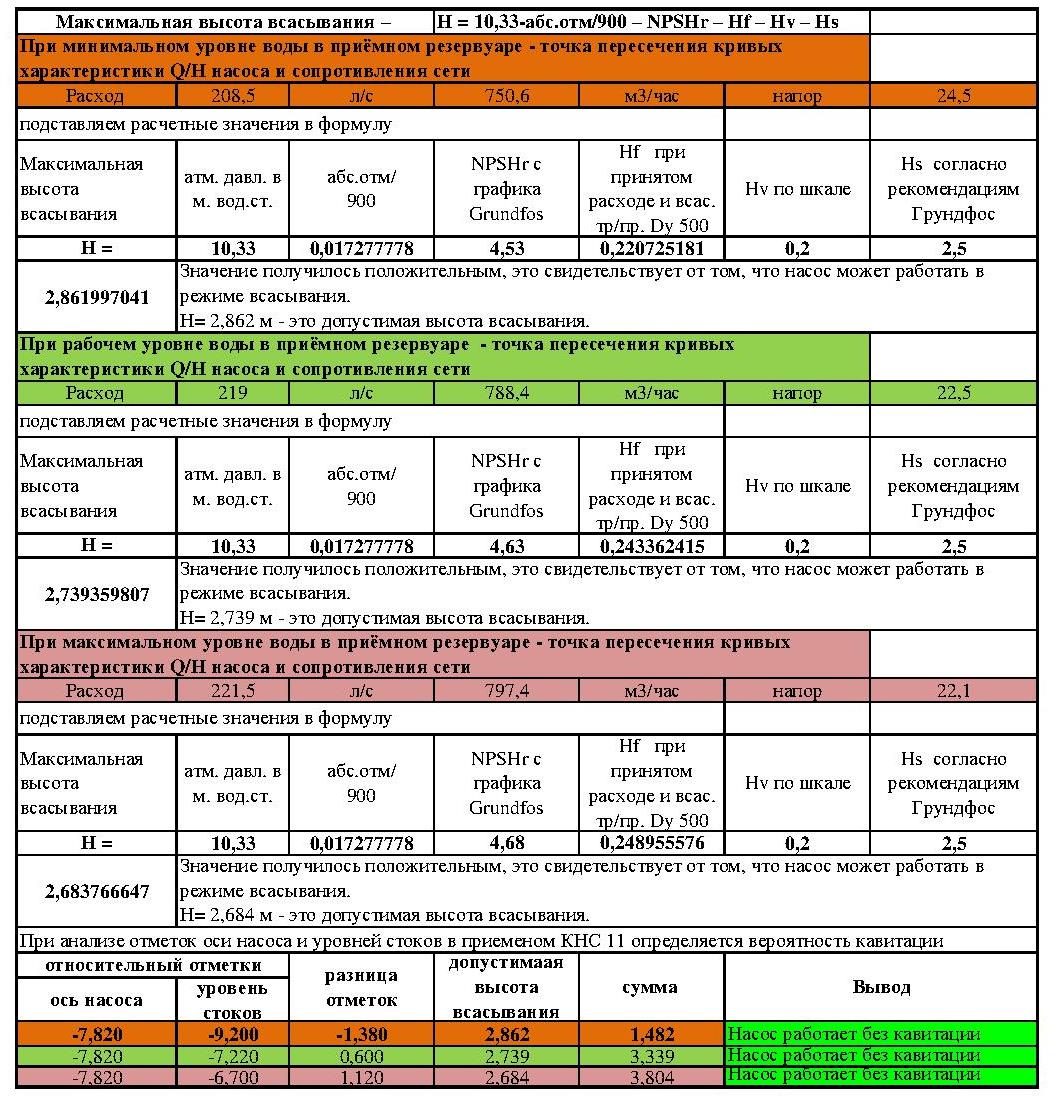
Для определения кавитационного запаса на рабочий диапазон характеристики Q/H насоса «наложены» кривые сопротивлений сети: всасывающего и напорных трубопроводов в КНС, а также напорного трубопровода от КНС до очистных сооружений. Смещение кривых относительно друг друга обусловлено изменением уровня стоков в приемном отделении и изменяющимся подпором на всасывающем трубопроводе перед насосом (рис. 7).
При анализе рабочей характеристики Q/H насоса и кривых сопротивлений после уточнения фактических значений статической составляющей напора при различных уровнях стоков в приемном отделении и пересчета сопротивлений трубопроводов и ЗРА в пределах КНС выявлено, что при номинальной частоте в 50 Гц насосный агрегат будет работать на (правом) краю допустимого диапазона — что может приводить к кавитации и последующему выходу из строя рабочего колеса насоса. Кроме того, насос будет работать в зоне избыточных расходов, так как требуемая проектная подача насоса должна составлять 208,5 л/с = 750 м3/час.
Рис. 8. Расчет максимальной высоты всасывания по рекомендации «Грундфос»
Данный вывод был сделан исходя из проверочных расчетов по методике, определенной авторами на основании рекомендаций «Грундфос» по расчету максимальной высоты всасывания (рис. 8). Поверочные расчеты сведены в табл. 2.
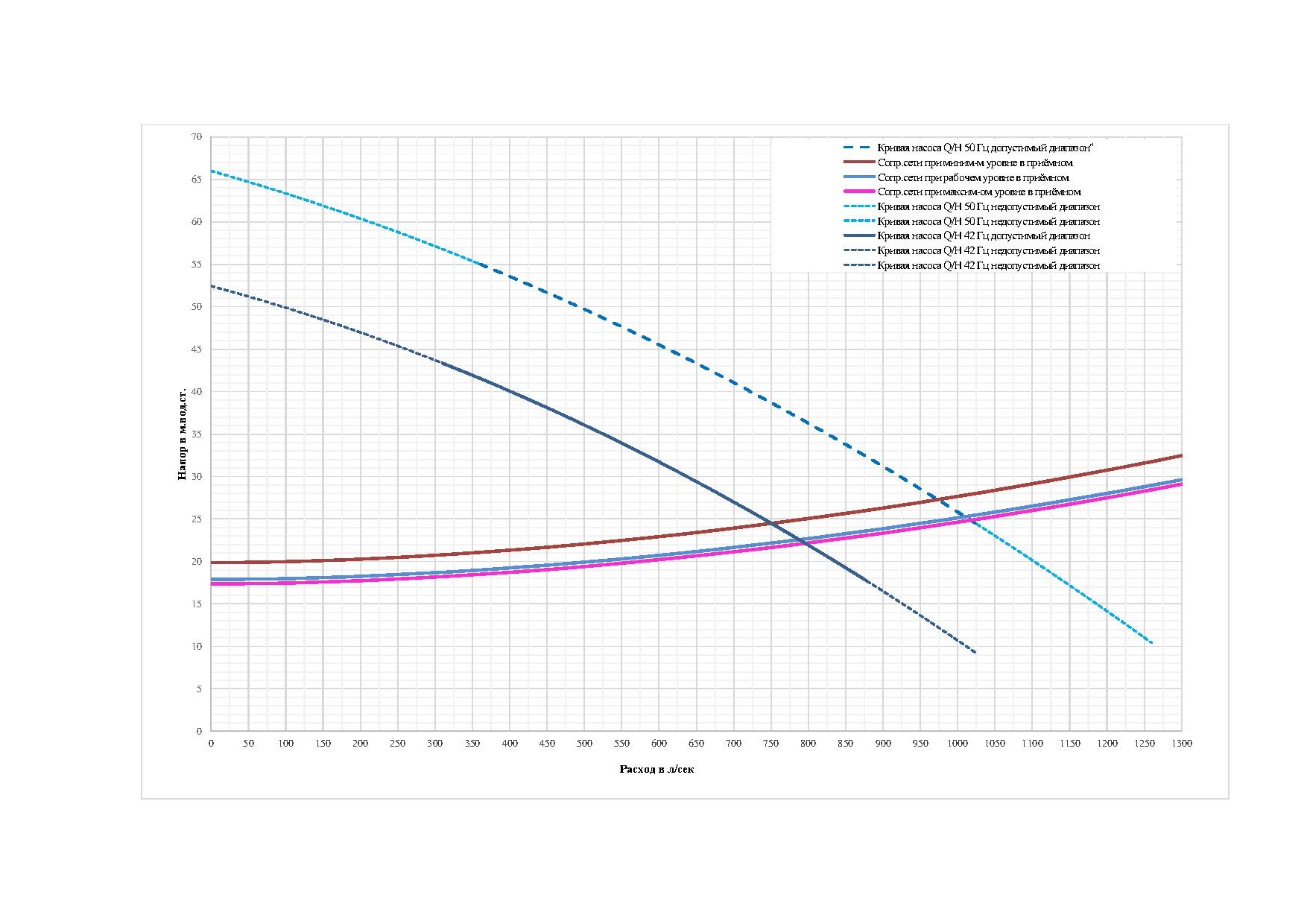
В результате расчетов была определена оптимальная частота — 42,0 Гц, при которой насосный агрегат обеспечивает проектные расходы и потребные напоры, не выходя за пределы допустимого рабочего диапазона.
При частоте 42,0 Гц характеристика насоса Q/H представлена на рис. 9.
При анализе рабочей характеристике Q/H насоса и кривых сопротивлений сети при условии различных уровней в приемном отделении выявлено, что при частоте в 42,0 Гц требуемый проектный расход будет обеспечен, при этом у насосного агрегата будет запас по графику допустимого диапазона работы, что не будет приводить к кавитации.
Таким образом, была ограничена верхняя граница частоты двигателя. При этом нижняя граница частот осталась неопределенной и могла быть заявлена, исходя из требований «Грундфос», на уровне 35 Гц (меньшая частота вращения может привести к повышенному износу торцевых уплотнений насоса). При этом по результатам натурных испытаний выявлено, что на частоте 35 Гц насос не развивает требуемого напора, работа насоса на данной частоте является неэффективной не только с точки зрения перекачки стоков, но и из-за малого расхода и низкой скорости протока жидкости в напорном трубопроводе не происходит «срабатывание»/закрытие обратного клапана за насосом, что может привести к обратному току жидкости в приемное отделение.
Таблица 2. Расчет максимальной высоты всасывания насосного агрегата (50 Гц)
Проводя расчеты по определению частот работы насосного агрегата в условиях изменяемых уровней в приемном отделении, был определен диапазон частот, при которых насос работает в зоне своих оптимальных характеристик.
Расчетным путем определена минимальная частота на уровне 38,7 Гц, при которой насос обеспечивает требуемую подачу. При сравнительном анализе с данными, представленными программным продуктом WebCAPs Grundfos, расхождения не превысили 1,0 Гц. По результатам натурных испытаний при останове насоса на частоте 38,0 Гц срабатывание обратного клапана происходит устойчиво, обратного тока жидкости в приемный резервуар не происходит. Таким образом, для оптимизации работы насосного оборудования в условиях реконструируемого объекта и проведения испытаний был задан (ограничен) диапазон частот — от минимальной частоты, обеспечивающей нормальную работу механических защит, 38,00 Гц, до максимальной частоты 42,0 Гц, при которой насос гарантированно работает в допустимом диапазоне и существует значительный запас, предотвращающий кавитацию.
На основе определенных выше методик был проведен поверочный расчет наличия запаса по всасывающей способности насосного агрегата при его работе на частоте 42,0 Гц, результаты расчета сведены в табл. 3.
Проектом также были предусмотрены и реализованы при реконструкции:
— установка (в каждый из двух распределительных каналов) современного измельчителя (решетки-дробилки) Flytek DM-T25 Петроплан Инжиниринг и двух щитовых/шлюзовых затворов Penstocks из нержавеющей стали;
Рис. 9. Рабочий диапазон характеристики Q/H насоса S2.110.20.1150.4.70M.D.416.G.N.D при частоте 42 Гц
— устройство в приемном резервуаре монолитной разделительной стенки с установкой 4-секционного шандорного затвора Penstocks из нержавеющей стали (рама) и алюминиевого сплава — для разделения приемного резервуара на 2 части с целью обеспечения возможности ремонтных/регламентных работ в приемном резервуаре без вывода станции из эксплуатации;
— обустройство дренажа в машинном отделении (приямок с установленными 3 погружными насосами SEG.40.40.2.50B Грундфос и щитом управления ЩУ 108 Промэнерго, для откачки стока из приямка в автоматическом и ручном режиме);
— применение качественной запорно-регулирующей арматуры VAG в трубопроводной обвязке основных и дренажных насосов (машинное отделение), оснащенной электроприводами АУМА, обеспечивающей открытие/закрытие в автоматическом и ручном режиме для организации «сочетаний» работы насосов и участков внутренних трубопроводов станции;
— применение трубопроводов из нержавеющей стали AISI 304 для всей трубопроводной обвязки машинного отделения, а также устройство всех проходов труб из машинного отделения в приемный резервуар (ниже уровня пола приемного отделения) с использованием уплотнителя межтрубного пространства АктивРинг (отечественный аналог Link-Seal®);
— взмучивание («барботаж») в приемном резервуаре, в зоне размещения «корзин» с полиэтиленовыми трубопроводами внешнего контура тепловых насосов, с помощью сточной жидкости, периодически подаваемой из напорной линии соответствующего насоса;
— оснащение напорной линии после каждого насоса с воздухоотводчиком Flowjet VAG и обратным клапаном с противовесом KRV VAG:
— оснащение обоих выходных напорных трубопроводов расходомерами US Эй-Си Электроникс, с передачей данных в систему автоматизации управления работой станции;
— система принудительной приточно-вытяжной вентиляции (вентиляционные установки ВЕРОСА-500 ВЕЗА) и кондиционирования (сплит-система LS-H28KPA2/LU Midea air-conditioning equipment), обеспечивающая необходимую кратность обмена, в том числе по приемному и машинному отделению, а также поддержание необходимого температурного режима в помещениях станции (совместно с системой отопления), с контролем в 3 точках КНС концентрации газов (O2, NH3, H2S, CO2, CH4), характерных для канализационных стоков, с помощью газоанализатора Хоббит Т-302;
Таблица 3. Расчет максимальной высоты всасывания насосного агрегата (42 Гц)
— система отопления, включая инновационную технологию выработки тепловой энергии (в том числе для системы вентиляции) с помощью 4 тепловых насосов F1345-60 NIBE общей тепловой мощностью 240 кВт, обеспечивающих отбор тепла сточных вод, поступающих в приемное отделение (посредством уложенного в специальные корзины, установленные в приемном резервуаре, внешнего контура тепловых насосов — заполненных специальным теплоносителем трубопроводов расчетной длины, по которым осуществляется циркуляция), и передачу отобранного тепла в трубопроводы системы отопления и к вентиляционным установкам (посредством внутреннего контура тепловых насосов — трубопроводов сети отопления и подачи теплоносителя на теплообменники вентиляционных установок), циркуляция обеспечивается с помощью циркуляционных насосов (4 насоса UPS 40-185F Грундфос и 1 насос Magna 50-120F Грундфос);
— ГРЩ Промэнерго (на элементной базе Schneider Electric), с АВР (подача электроэнергии по 2 вводам от ТП), обеспечивающий электроснабжение всех электропотребителей станции, а также селективную защиту;
— щиты управления и защиты ЩУ Промэнерго (на элементной базе Schneider Electric, контроллеры Siemens), обеспечивающие электроснабжение и селективную защиту оборудования КНС, а также локальное управление работой групп технологического оборудования, тепловых насосов и системы вентиляции;
— система автоматизации управления и диспетчеризации работы станции (в части технологического оборудования: решеток-дробилок, щитовых затворов, основных и дренажных насосов, оснащенной электроприводами ЗРА), с применением SCADA-решения на контроллерах Siemens, в составе щита автоматизации ЩУ Промэнерго и АРМ с ПО Промэнерго;
— ряд конструктивных решений, увеличивающих надежность работы оборудования и удобство при обслуживании, например, таких как: корзины для размещения бухт полиэтиленовых труб внешнего контура тепловых насосов (установленные в приемном резервуаре); удобные стальные переходные площадки над трубопроводами (в машинном зале); часть стальных лестничных конструкций (внутри здания и снаружи); стальные опорные рамы для монтажа основных насосов, «пригруженные» высококачественным железобетоном (в машинном зале); стальные рамы для установки измельчителей (в приемном отделении); стальные опоры под трубопроводы и ЗРА (в машинном отделении); секционный стальной настил в приемном отделении с возможностью демонтажа; отдельные лотки для прокладки электросиловых и сигнальных кабелей; вентиляционные трубопроводы и устройства;
— ряд решений в части общестроительных ремонтных работ, например, таких как: оснащение стен вентилируемым фасадом с минераловатным утеплителем существенно сократило теплопотери; полное восстановление кровли и парапета, применение насосной установки Sololift для напорного отведения хозяйственно-бытовых стоков санитарных помещений в административно-бытовой части (туалет, душ, раковина — для ремонтного персонала); единообразные внутренние двери и наружные двери и ворота станции.
Фотоматериалы, отражающие состояние КНС № 11 по ходу выполнения работ по реконструкции и их завершению, представлены на рис. 10.
Литература
1.Федеральный закон РФ от 23.11.2009 № 261-ФЗ «Об энергосбережении и о повышении энергетической эффективности и о внесении изменении в отдельные законодательные акты Российской Федерации» (ред. от ………..).
2.Федеральный закон РФ от 07.12.2011 № 416-ФЗ «О водоснабжении и Водоотведении» (ред. от ………..).
3. Штейнмиллер О. А. Оптимизация насосных станций систем водоснабжения на уровне районных, квартальных и внутридомовых сетей: автореф. дис. … канд. техн. наук. — СПб: ГАСУ, 2010.
4.Штейнмиллер О. А. Типовые проектные решения энергоэффективных систем
водоснабжения и водоотведения жилых и общественных зданий // Инженерные
системы АВОК Северо-Запад. — 2015. — № 4(54).
5.Штейнмиллер О. А. Энергоаудит водоканалов — анализ результатов и резервов
6.Эффективность системы. Руководство по энергетической эффективности систем с роторными насосами / В. К. Караханьян [и др.]. М.: Изд-во ООО «СофтКом», 2012. 86 с. Русскоязычная версия выполнена Российской ассоциацией производителей насосов (РАПН).
В России около 80% всех магистральных трубопроводов и уличных сетей выполнено из стальных и чугунных труб, которые вследствие внутренней коррозии к настоящему времени в значительной степени находятся если не в аварийном, то в предаварийном состоянии. Данная проблема должна решаться путем планомерной замены старых трубопроводов на современные, из полимерных материалов, обладающие существенно более длительным сроком службы. Исходя из того, что ежегодная замена труб на новые не превышает 1%, важнейшей задачей, стоящей перед отраслью, является принятие неотложных мер, позволяющих в кратчайшие сроки затормозить процесс коррозии металлических трубопроводов. В последние годы группой российских ученых и специалистов в области водоочистки на основе ПГМГ-ГХ был разработан широкий спектр комплексных реагентов нового поколения (бактерициды, коагулянты, флокулянты), обладающих не только высоким обеззараживающим эффектом, позволяющим в том числе устранять биообрастание в трубопроводах, но и являющихся ингибиторами коррозии. Практическое применение новых реагентов на ВОС г. Череповца обеспечило решение проблем, связанных с коррозией внутренней поверхности металлических трубопроводов без каких-либо дополнительных затрат.
Ключевые слова: металлические трубопроводы, внутренняя коррозия, комплексные реагенты нового поколения, устранение коррозий и биообрастаний, ингибирование внутренней поверхности труб
В системах централизованного водоснабжения качество питьевой воды, подаваемой населению, зависит не только от степени очистки на водопроводных станциях, но и в значительной степени от состояния труб, из-за электрокоррозии и биообрастания внутренней поверхности которых происходит ее так называемое вторичное загрязнение в процессе транспортирования потребителю.
Известно, что в России около 80% всех магистральных трубопроводов и разводящих сетей выполнено из стальных и чугунных труб, а оставшаяся их часть — изготовлена из полимерных материалов (полиэтилена, полипропилена, поливинилхлорида и др.). При этом металлические трубы за редким исключением не имеют должной защиты от внутренней коррозии (электрохимической и микробиологической). В результате действия коррозии возникают аварии на сетях и связанные с ними утечки воды, достигающие в ряде случаев 35% и более. Кроме того, за счет коррозии снижается пропускная способность труб и, соответственно, возрастают затраты на транспортирование воды. В настоящее время от 60 до 80% металлических труб в системе централизованного водоснабжения находятся если не в аварийном, то в предаварийном состоянии [1].
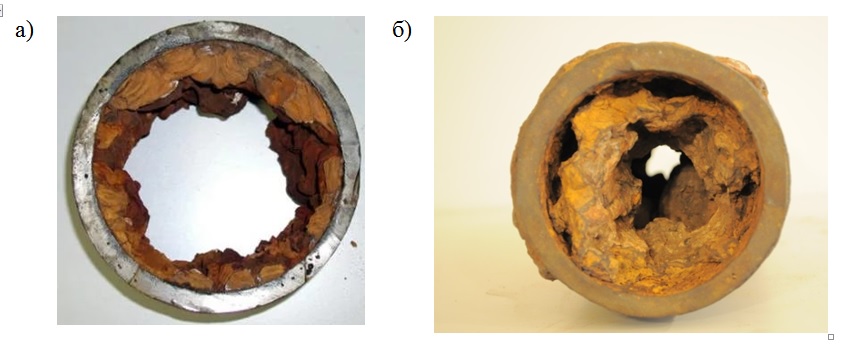
Рис. 1. Фрагменты обрастаний внутренних поверхностей стальных (а) и чугунных труб (б)
На рис. 1 приведены фрагменты внутренней поверхности труб из стали и серого чугуна, находившиеся в эксплуатации более 10 лет. Скорость обрастаний внутренней поверхности труб из этих материалов зависит, прежде всего, от характеристик транспортируемой воды и от режимов эксплуатации трубопроводов. Чем меньше скорость потока, тем интенсивнее идет процесс обрастаний внутренних стенок труб.
Одним из возможных путей решения данной проблемы является планомерная замена старых металлических трубопроводов на современные, из полимерных материалов, с существенно более длительным сроком службы.
Так как по стране ежегодная замена существующих старых трубопроводов на новые не превышает 1%, без кардинального решения вопросов, связанных с предотвращением процессов их микробиологической коррозии (биообрастания) и существенного снижения скорости внутренней электрохимической коррозии, прогнозируется реальная опасность кризисной ситуации, связанной с эксплуатацией системы транспортировки воды потребителям по трубам, являющихся источником вторичного загрязнения питьевой воды [2, 3].
Из этого следует, что одной из первоочередных задач, стоящих перед отраслью водоснабжения, является принятие неотложных мер, позволяющих уже в ближайшее время затормозить процесс коррозии старых трубопроводов (время эксплуатации которых уже намного превысило установленные для них амортизационные сроки) с тем, чтобы обеспечить сохранение их работоспособности в течение достаточно длительного времени.
Рассматривая процессы внутренней коррозии стальных и чугунных трубопроводов, необходимо отметить следующее:
— электрохимическая коррозия в первую очередь обусловлена агрессивностью, которой обладают транспортируемые воды с низкими значениями pH, содержащие значительное количество углекислоты, кислорода, сульфатов, хлоридов и пр.;
— микробиологическая коррозия в свою очередь обусловлена наличием в транспортируемой воде микроорганизмов, которые приживаются, размножаются и образуют на внутренней поверхности трубопроводов биопленку, наличие которой инициирует биообрастание, в процессе биоценноза которого в нем приживаются разнообразные водоросли, бактерии, вирусы, грибы, простейшие и прочая микробиота.
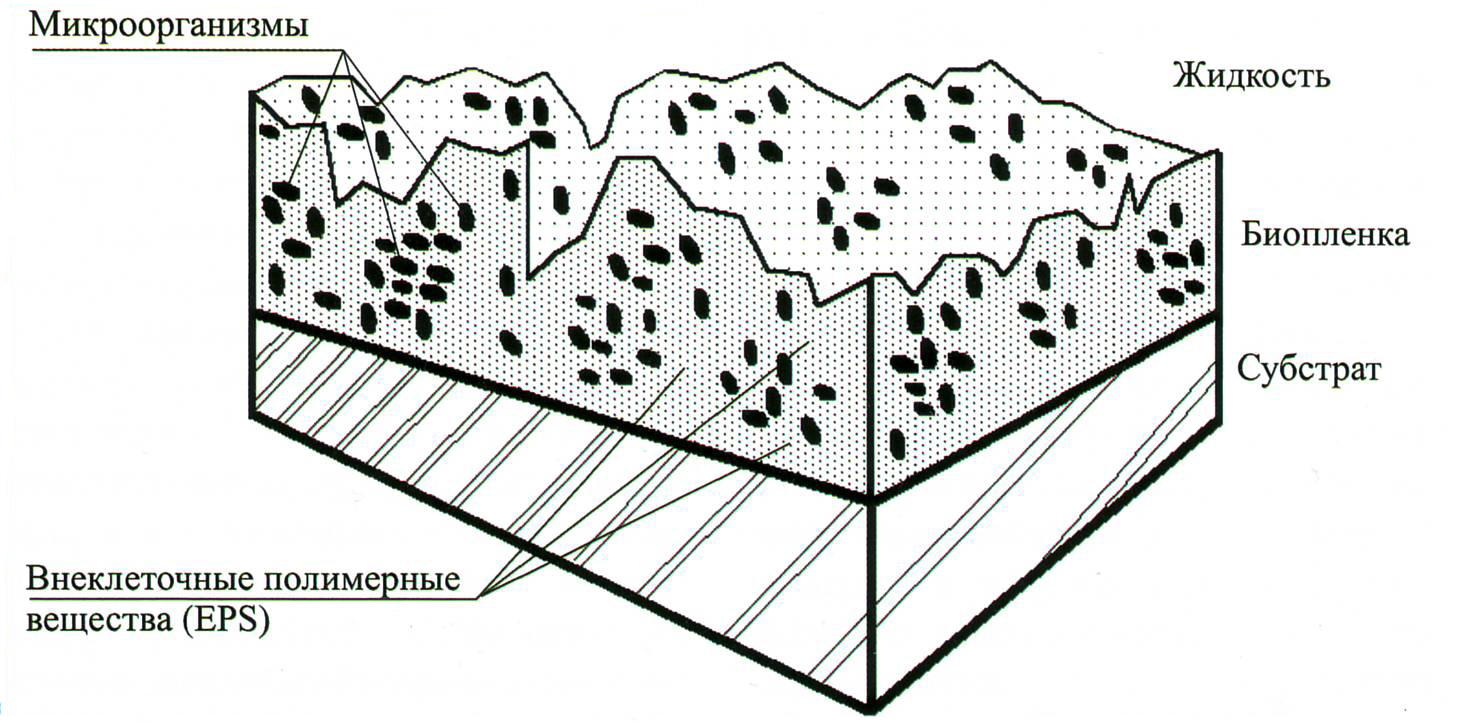
Механизм образования отложений на внутренней поверхности металлических труб давно изучен. Однако вопрос о том, как продлить период эксплуатации металлических трубопроводов, подвергнутых внутреннему [1, 2, 3, 5] обрастанию продуктами коррозии и биобрастанию, поднимался только авторами данной статьи. Рассмотрим процесс образования биоотложений более подробно. На рис. 2 приведена модель строения биопленки обрастания. Биопленка обрастания внутренней поверхности металлических труб — это сложная структура, состоящая из нескольких слоев микроорганизмов, покрытых внеклеточными полимерными веществами EPS-exstracellular polymeric substances: полисахаридами, белками, гликопротеинами и т. п.
Рис 2. Трехмерная модель строения биопленки обрастания
На рис. 2 схематически представлена трехмерная модель строения биопленки обрастания [4].
В процессе накопления в трубах биомассы существенно увеличиваются энергозатраты на подачу воды потребителям, а поступающая в водопроводные краны вода становится эпидемически опасной, приобретает ржавый цвет, неприятный запах и привкус [1, 3].
В отечественной и зарубежной практике водоочистки традиционно для обеззараживания воды и борьбы с биообрастанием трубопроводов применяются окислители — преимущественно хлор или гипохлорит натрия.
Обеспечивая достаточно высокую степень обеззараживания воды, указанные выше реагенты обладают существенными недостатками, так как при их применении в воде могут образовываться канцерогенные и другие токсические продукты, что повышает риск понижения иммунитета, нарушение обмена веществ, а также может способствовать инициированию развития злокачественных новообразований.
В свою очередь применяемые для борьбы с электрохимической коррозией хорошо известные ингибирующие композиции (как правило, изготавливаемые на основе фосфатных соединений), с одной стороны, способствуют биообрастанию, а с другой — в определенных условиях являются достаточно токсичными [5, 6].
Анализ сложившейся ситуации свидетельствует, что наиболее рациональным и экономичным направлением существенного снижения старых трубопроводов от дальнейшей электрокоррозии и очистки их от накопившихся биообрастаний является использование в процессах водоподготовки реагентов нового поколения на основе высокомолекулярного полимерного биоцида полигексаметиленгуанидина гидрохлорида (ПГМГ-ГХ), являющегося высокомолекулярной солью, состоящей из поликатиона гуанидиния, несущего большой положительный заряд, и анионов хлора.
ПГМГ-ГХ представляет собой твердое, стабильное вещество, сочетающее такие важные для технологии водоподготовки свойства, как высокий обеззараживающий потенциал, флокулирующие свойства, способность к комплексообразованию с органическими и минеральными примесями воды.
Выполненные исследования убедительно показали, что ПГМГ-ГХ не вызывает коррозии, не образует токсичных побочных продуктов при обеззараживании, биологически разлагается, безопасен при хранении, транспортировке и применении. Кроме того, было выявлено, что данное вещество не является окислителем, а его биоцидное и флокулирующее действие обусловлено электростатическим взаимодействием положительно заряженного поликатиона с отрицательно заряженной поверхностью клеток микроорганизмов, а также находящихся в воде отрицательно заряженных примесей воды.
Помимо указанного, ПГМГ-ГХ обладает широким спектром биоцидной активности: эффективен в отношении грамположительных и грамотрицательных бактерий, подавляет анаэробную и аэробную микрофлору, вирусы, грибы, водоросли, простейшие, обеспечивает пролонгированное обеззараживание воды [3, 5, 6].
К настоящему времени группой российских ученых и специалистов компаний ОО НПО «ЭкоМир» и АО «Ленводоканалпроект» для использования в области водоочистки был разработан на основе ПГМГ-ГХ широкий спектр комплексных реагентов нового поколения (бактерициды, коагулянты, флокулянты), обладающих не только высоким обеззараживающим эффектом, позволяющим в том числе устранять биообрастание в системах трубопроводов, но и являющихся одновременно ингибиторами коррозии [3, 5].
Благодаря макромолекулярной природе и удачному сочетанию комплекса свойств (поверхностная активность, большой положительный заряд, высокая молекулярная масса), указанные реагенты обладают хорошей адгезией к поверхностям различной физико-химической природы, формируя на них адсорбционную пленку. Характерной особенностью этой пленки является то обстоятельство, что полимерная цепь ПГМГ-ГХ (входящего в состав реагентов нового поколения) связывается с поверхностью лишь за счет 10–15% своих звеньев, а остальные звенья полимерной цепи остаются свободными в виде «хвостов» и «петель», способных к эффективному взаимодействию с микроорганизмами, в связи с чем реагенты обладают высокой биоцидной активностью даже при очень низких концентрациях действующего вещества [6].
Сформировавшаяся адсорбционная пленка характеризуется большим положительным зарядом, в связи с чем притягивает к себе отрицательно заряженные клетки присутствующих в воде микроорганизмов и далее, вступая во взаимодействие с мембранами их клеток, разрушает их, подавляя тем самым биоценоз обрастания, соответственно процесс биокоррозии.
Одновременно следует отметить, что образованная на внутренней поверхности трубопроводов адсорбционная пленка (за счет использования в процессах водоочистки реагентов нового поколения) одновременно и защищает их от контакта с коррозионно-активной водой [7].
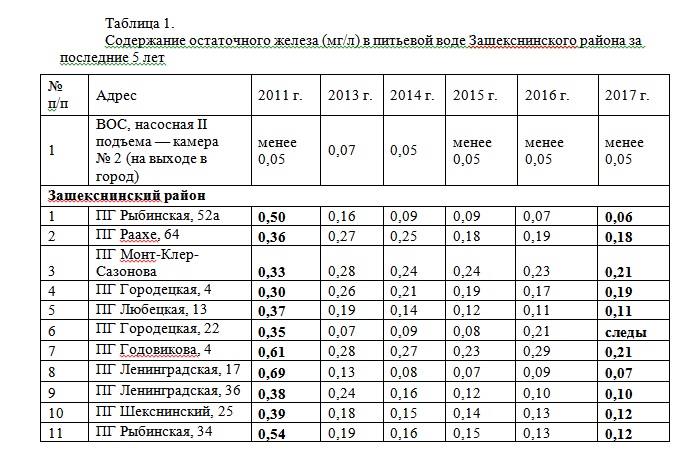
В качестве примера приведена таблица снижения содержания остаточного железа в водопроводной сети Зашекснинского района г. Череповца с 2011 по 2017 гг., являющейся с точки зрения коррозии трубопроводов наиболее неблагополучной. Это обусловлено тем, что в районе предполагалось интенсивное строительство жилья и предприятий, вследствие чего закладывались большие диаметры магистральных трубопроводов и разводящих сетей. Однако в дальнейшем данное расширение не осуществлялось, в связи с чем реальные скорости движения воды в трубопроводах Зашекснинского района оказались значительно ниже расчетных. В 2012 году на водоочистной станции взамен традиционных реагентов начали применять новые на основе ПГМГ-ГХ, что сказалось, в том числе, и на снижении содержания остаточного железа в воде, подаваемой населению данного района. Последнее обстоятельство напрямую свидетельствует об уменьшении коррозии внутренней поверхности трубопроводов.
Исходя из того, что коррозионная активность очищенной на ВОС воды за рассматриваемые годы практически не изменилась, снижение остаточного содержания железа в воде напрямую связано с процессами ингибирования коррозии, о чем свидетельствует статистика, приведенная в табл. 1.
Приведенные в таблице данные свидетельствуют о том, что за счет использования в процессе очистки воды взамен традиционных реагентов — комплексных реагентов нового поколения на основе ПГМГ-ГХ — можно существенно снизить коррозию внутренней поверхности металлических трубопроводов.
При этом было установлено, что переход на новые, более эффективные реагенты не только не увеличил себестоимости очистки воды в городе (которая и до того являлась одной из самых низких в России), но и позволил ее несколько снизить [3].
Таким образом, применением новых реагентов на основе ПГМГ-ГХ обеспечивается устранение микробиологической коррозии внутренней поверхности металлических трубопроводов при одновременном существенном снижении скорости их электрохимической коррозии без каких-либо дополнительных затрат.
Литература
1. Продоус О. А., Мурлин А. А., Иващенко В. В. «Системный подход при замене изношенных трубопроводов водоснабжения и водоотведения» // Журнал «ВВВ» «Водоочистка. Водоподготовка. Водоснабжение». 2018/11 (131). — С. 36–40.
2. Продоус О. А. «Классификация факторов аварийности трубопроводов систем обеспечения жизнедеятельности городов» // Журнал «Безопасность жизнедеятельности», № 5, 2013. — С. 12–14.
3. Новиков М. Г., Продоус О. А. «Эффективные пути устранения микробиологической коррозии внутренней поверхности металлических трубопроводов при одновременном существенном снижении скорости их электрохимической коррозии» // Журнал «Водоочистки. Водоподготовка. Водоснабжение», № 12, 2017. — С. 40–43.
4. Менча М. Н. Биобрастание в системах питьевого водоснабжения и способы борьбы с ним. Журнал «АКВА» MAGAZINE, № 1(6). 2008. — С. 12–21.
5. Новиков М. Г., Воинцева И. И. «Преимущества применения ПГМГ-ГХ в процессах обеззараживания и очистки воды, предназначенной для хозяйственно-питьевых целей» // Журнал «Водоочистки. Водоподготовка. Водоснабжение», № 3 2017. — С. 40–45.
6. Воинцева И. И., Гембицкий П. А. «Полигуанидины — дезинфекционные средства и полифункциональные добавки в композиционные материалы» // М, «ЛКМ-пресс», 2009. — С. 220–330.
7. Нижник Т. Ю., Баранова А. И. и др. «Роль адсорбционных явлений в борьбе с биообрастаниями в системах водоснабжения». Зб. матеріалів науково-практичної конференції «Вода в харчовій промисловості». 2012. Одеса: ОНАХТ. — С. 74–76.
8. Воинцева И. И., Ильин С. Н. и др. «Инновационные технологии водоподготовки на комплексе водоочистных сооружений МУП «Водоканал» г. Череповца с использованием обеззараживающих средств на основе ПГМГ-ГХ» // Журнал «Вода: химия и экология». № 3, 2016. — С. 28–35.
 Поскольку знания являются базой для понимания людьми темы осознанного обращения каждого человека с жизненно важным ресурсом на Земле — водой, основываясь на ключевом девизе компании «Мы понимаем воду», а также на мнении профессионалов в области водных ресурсов, «Грюнбек» хочет просветить общественность и, таким образом, воспитать ВОДНЫХ ЭКСПЕРТОВ.
Поскольку знания являются базой для понимания людьми темы осознанного обращения каждого человека с жизненно важным ресурсом на Земле — водой, основываясь на ключевом девизе компании «Мы понимаем воду», а также на мнении профессионалов в области водных ресурсов, «Грюнбек» хочет просветить общественность и, таким образом, воспитать ВОДНЫХ ЭКСПЕРТОВ.
 Сегодня 900 экспертов работают в группе компаний Grünbeck, которая была основана Йозефом Грюнбеком под названием Wasserchemie und Apparatebau в 1949 году. Являясь одной из самых успешных и выдающихся компаний в области очистки воды в Европе, «Грюнбек» интересуется, понимает и отвечает требованиям своих клиентов. Результатом является непрерывно растущий оборот компании около 160 миллионов евро в год. Общенациональные отделения в Германии и присутствие на всех важных рынках обеспечивают тесный контакт с клиентами по всему миру.
Сегодня 900 экспертов работают в группе компаний Grünbeck, которая была основана Йозефом Грюнбеком под названием Wasserchemie und Apparatebau в 1949 году. Являясь одной из самых успешных и выдающихся компаний в области очистки воды в Европе, «Грюнбек» интересуется, понимает и отвечает требованиям своих клиентов. Результатом является непрерывно растущий оборот компании около 160 миллионов евро в год. Общенациональные отделения в Германии и присутствие на всех важных рынках обеспечивают тесный контакт с клиентами по всему миру.