Сегодня, 15 июля
- (Нет мероприятий)
Ближайшие мероприятия
-
16 сентября - 18 сентября
-
30 сентября - 02 октября
-
19 октября - 21 октября
-
10 ноября - 13 ноября
-
10 ноября - 15 ноябряСанкт-ПетербургАрхитектурная биеннале 2026
-
01 февраля 2027 - 04 февраля 2028
Некоторые технико-экономические аспекты применения энергетического метода водоподготовки в системах водотеплоснабжения
М. Н. Торопов, к. т. н., заведующий лабораторией РУТ МИИТ
П. П. Бегунов, к. т. н., доцент кафедры «Водоснабжение и водоотведение» СПГУПС
А. С. Селиванов, старший преподаватель кафедры «Теплоэнергетика на железнодорожном транспорте» РУТ МИИТ
Н. В. Васильев, инженер РУТ МИИТ
И. Е. Перков, старший научный сотрудник АО «ВНИИЖТ»
Рассмотрены физическая сущность энергетического метода водоподготовки (ЭМВ) и его характерные особенности при использовании в системах водотеплоснабжения и водоохлаждения оборудования. Исследованы зависимость получаемых результатов от качества воды в системах до обработки, процессы улучшения качества воды в системах, уменьшения электрохимической и микробиологической коррозии, а также выбросов вредных веществ в атмосферу в результате применения метода.
- Физическая сущность ЭМВ и некоторые особенности его применения в системах водотеплоснабжения
Существует целый ряд традиционных технологий повышения энергоэффективности систем водотеплоснабжения.
Мы предлагаем новый подход к этой проблеме, основанный на других принципах, давший в течении последних шестнадцати лет положительный технико-экономический эффект на значительном количестве реальных объектов [1, 2].
Это более 1000 км тепловых и водопроводных сетей, более 200 водяных и паровых котлов, работающих в том числе и без водоподготовки, скважины, 1500 систем водотеплоснабжения, в том числе и питьевого, включая вентиляционные (калориферные) системы пассажирских вагонов внутрироссийского и международного сообщений (Москва — Париж, Москва — Ницца), системы охлаждения дизелей и промышленного оборудования, системы водотеплоснабжения зданий, морских и речных судов, оборудования, работающего на морской воде.
Суть метода состоит во вводе в систему одним циклом на срок до семи лет химически нейтральных составов (энергентов), разрешенных для применения в питьевой воде и прошедших активацию в зависимости от состояния объекта (водно-химический режим, коррозионность среды, ее склонность к накипеобразованию, степень износа). Следует отметить, что процесс активации энергента уникален. Мы практически научились регулировать уровень энергии, вводимой в систему.
Процесс обработки с применением ЭМВ современной импортной системы теплоснабжения представлен на рис. 1.

Рис. 1. Введение энергента в сеть теплоснабжения

Рис. 1. Введение энергента в сеть теплоснабжения
На рис. 2 представлена микроструктура энергента при значительном увеличении. Проводятся обширные исследования по изучению механизма его воздействия на водную среду и отложения. В частности, установлено, что за счет перемещения дислокаций в кристаллической решетке энергента образуется электрическое поле, которое накладывается на двойной электрический слой границ фаз (жидкость-поверхность), меняя направленность физико-химических процессов на границе раздела.

Рис. 2. Микроструктура энергента
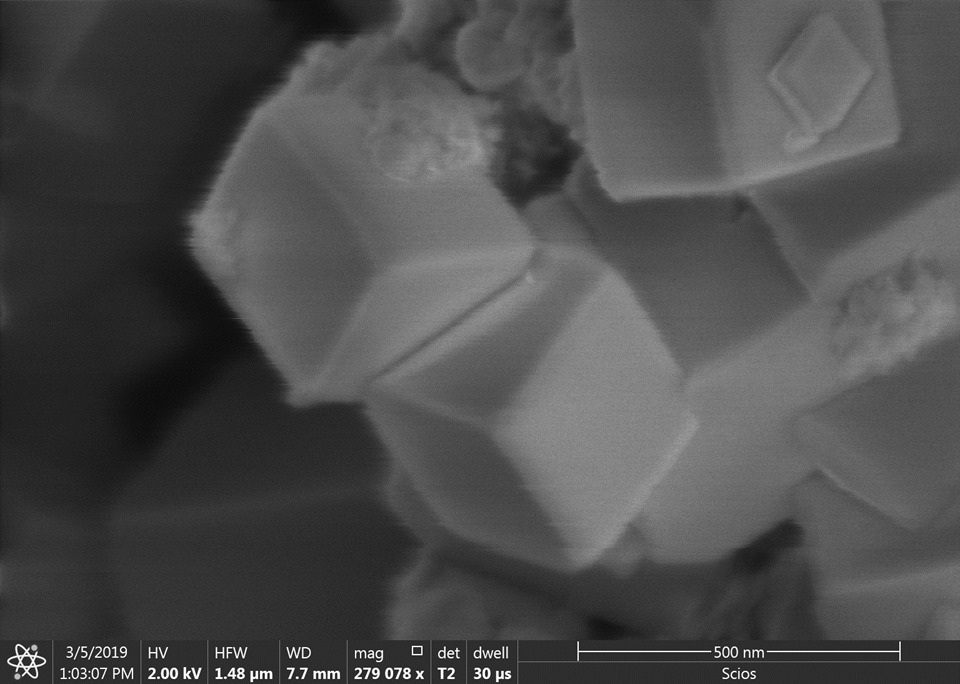
Рис. 2. Микроструктура энергента
Частицы энергента размером от 1 до 10 мкм обладают к тому же магнитострикционным эффектом, вследствие чего происходит разрушение отложений.
Процесс транспортировки разрушенных отложений показан на рис. 3. В отличие от многих традиционных методов отсутствует залповый выброс разрушенных отложений. После применения ЭМВ они состоят в основном из мелкодисперсных, легкоудаляемых из системы фракций. Это позволяет не останавливать технологический процесс работы любого оборудования во время применения ЭМВ, бережно выводя разрушенные отложения из системы и соблюдая при этом экологические и санитарные требования [3].

Рис. 3. Процесс транспортировки разрушенных отложений
На поверхности образуется тонкая и прочная пленка, состоящая из комплексного окисла ряда металлов (рис. 4). Физико-механические свойства ее (в частности, теплопроводность, электропроводность) соответствуют таковым у основного металла. Пленку можно получить и на новом объекте. Для сравнения вид конструкций до применения ЭМВ представлен на рис. 5.
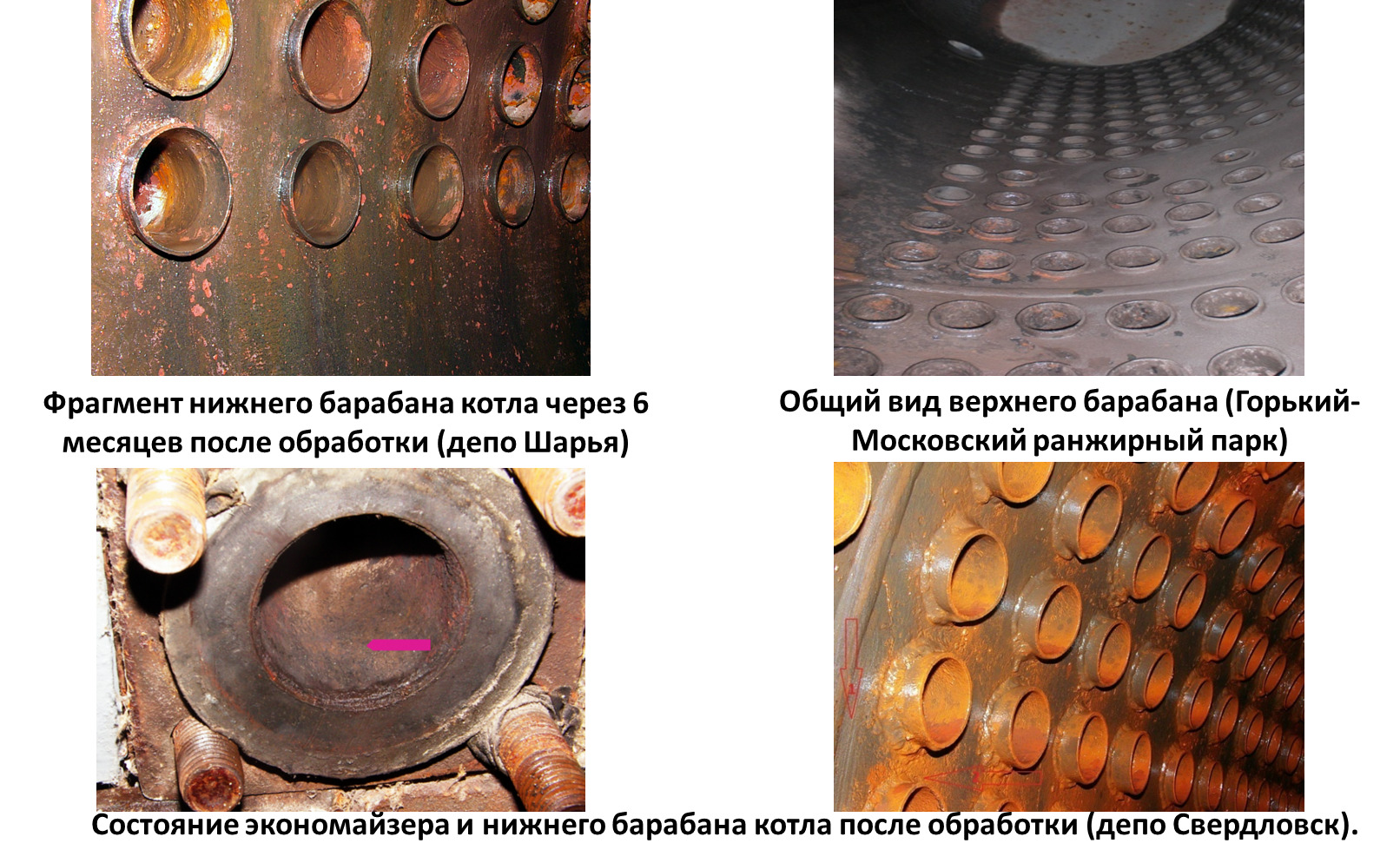
Рис. 4. Состояние водяных трактов котельных через 6–8 месяцев после обработки энергетическим методом
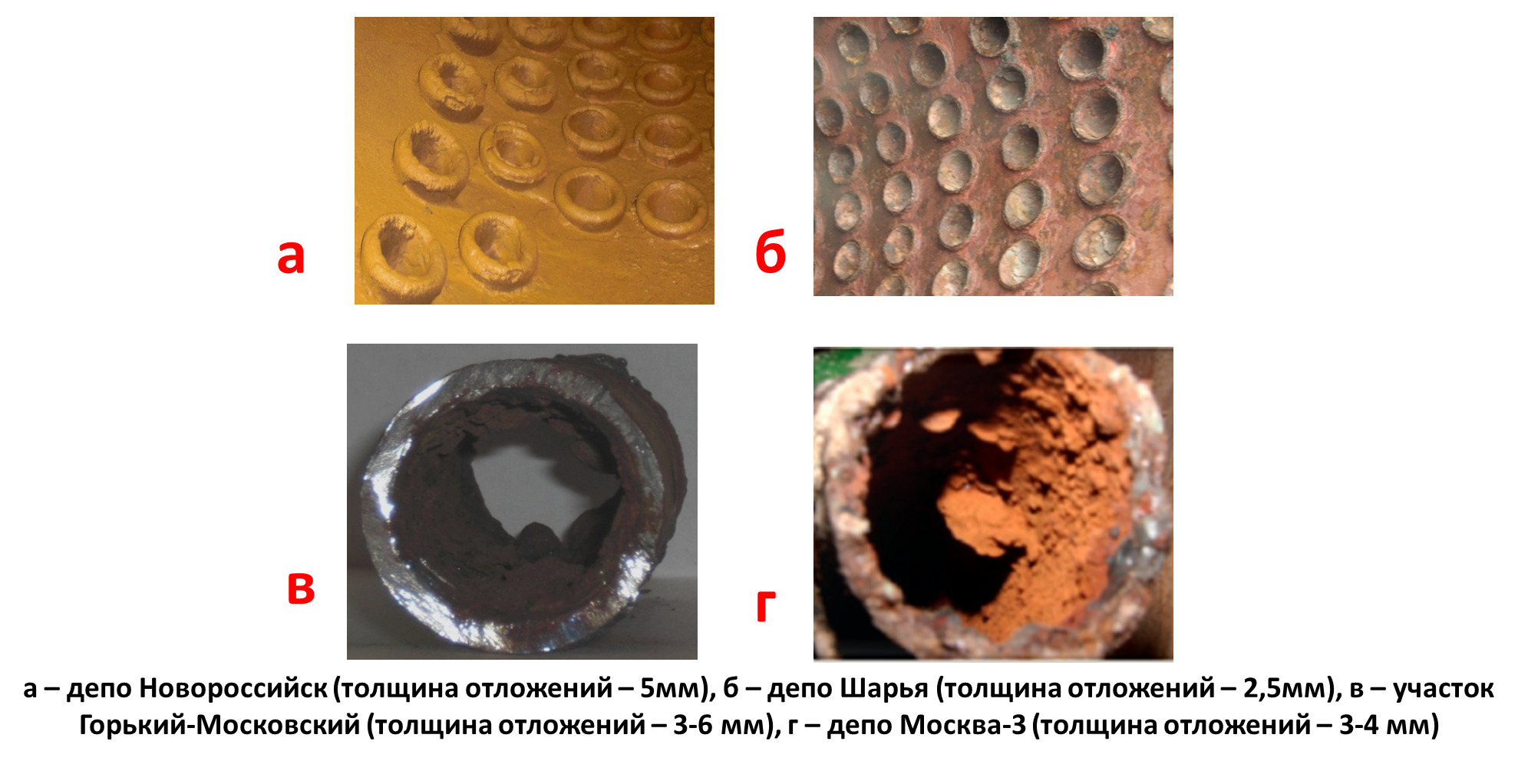
Рис. 5. Состояние внутренних поверхностей барабанов котлов и трубопроводов до ЭМВ
В результате применения ЭМВ образующейся пленкой затягиваются трещины и мелкие сквозные дефекты. Так, на рис. 6 представлена сильно изношенная поверхность чугунного калача системы теплоснабжения одного из московских вокзалов. Пленка затянула сквозные отверстия диаметром несколько миллиметров и была специально разрушена механическим путем с применением значительных усилий. На поверхности калача оказалось тринадцать сквозных отверстий, ранее затянутых прочной пленкой. Это пример ремонтопригодности метода, по существу — ремонтно-восстановительного.

Рис. 6. Возможность использования энергетического метода для обработки изношенных тепловых сетей
На рис. 7 представлена специфика образования пленки на медных сплавах. Медь хорошо стоит при кислородной коррозии, но абсолютно беззащитна при кислородно-аммиачной. Специально создана ситуация искусственной коагуляции энергента в нескольких трубках. Голубой цвет поверхности энергента свидетельствует об очистке изделия от продуктов кислородно-аммиачной коррозии. На очищенной поверхности образуется стойкая защитная пленка.
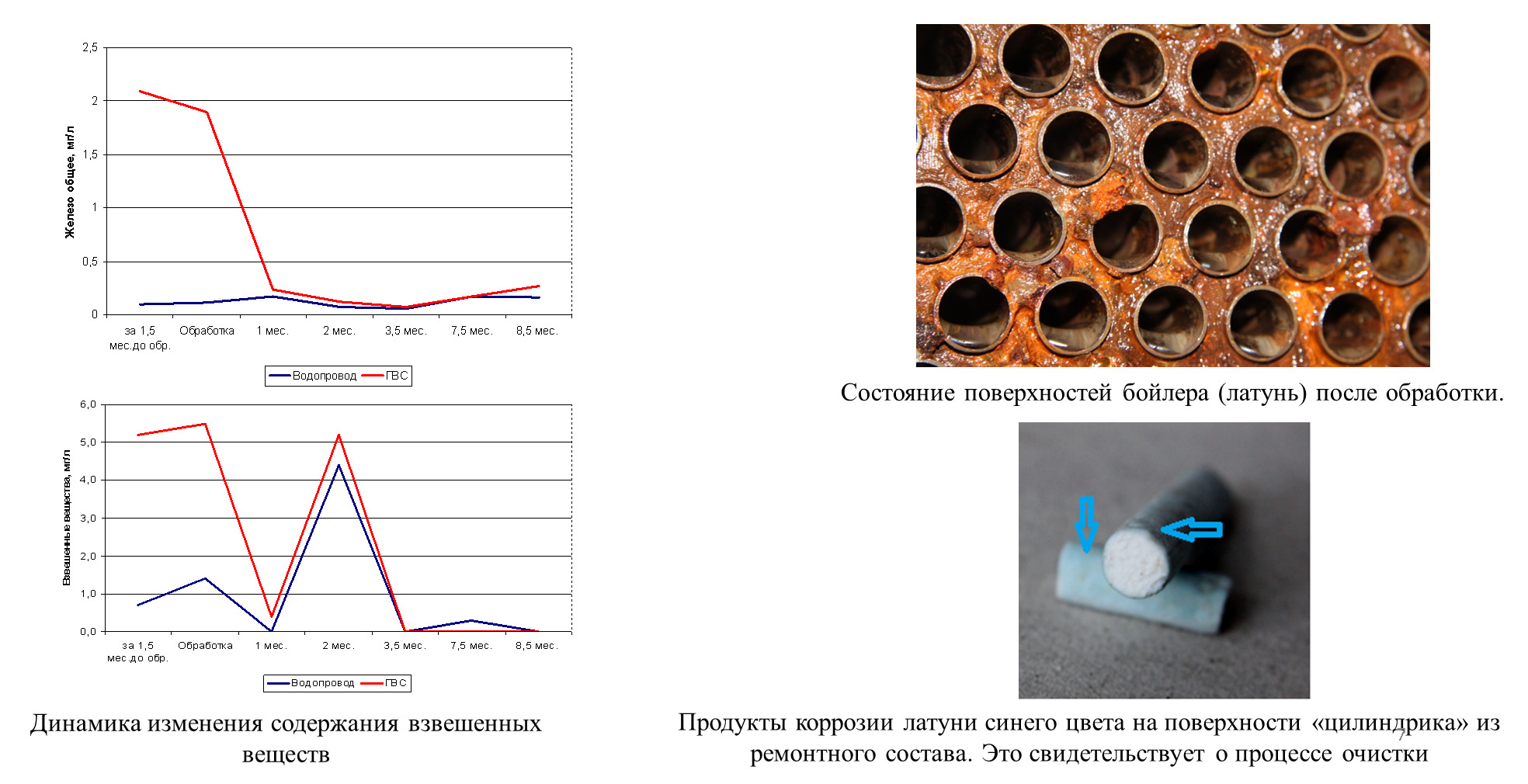
Рис. 7. Механизм очистки изделий из цветных металлов и сплавов (медь, латунь) от накипно-коррозионных отложений
Метод применим на всех видах конструкционных материалов: черные, цветные металлы и сплавы, нержавеющие стали, пластик, керамика, резина.
Образование пленки при ЭМВ происходит практически сразу под поверхностью накипно-коррозионных отложений (рис. 8). Затем удаляется рыхлый поверхностный слой, начинается удаление плотного пристеночного слоя, обнажается уже образовавшаяся защитная пленка. В отличие от пластика или другого покрытия не уменьшается проходное сечение трубы, не меняется теплопроводность. Возможно обработать и сварные стыки и стенки трубы за один прием [4].

Рис. 8. Этапность технологического процесса обработки системы с толщиной отложений более 3 мм энергетическим методом
На процесс удаления отложений и образования пленки влияет состав используемой воды. Мы работали на железнодорожных объектах практически на всей территории страны, а на вагонах — и за рубежом. Собраны данные по классам воды на указанных территориях (рис. 9).
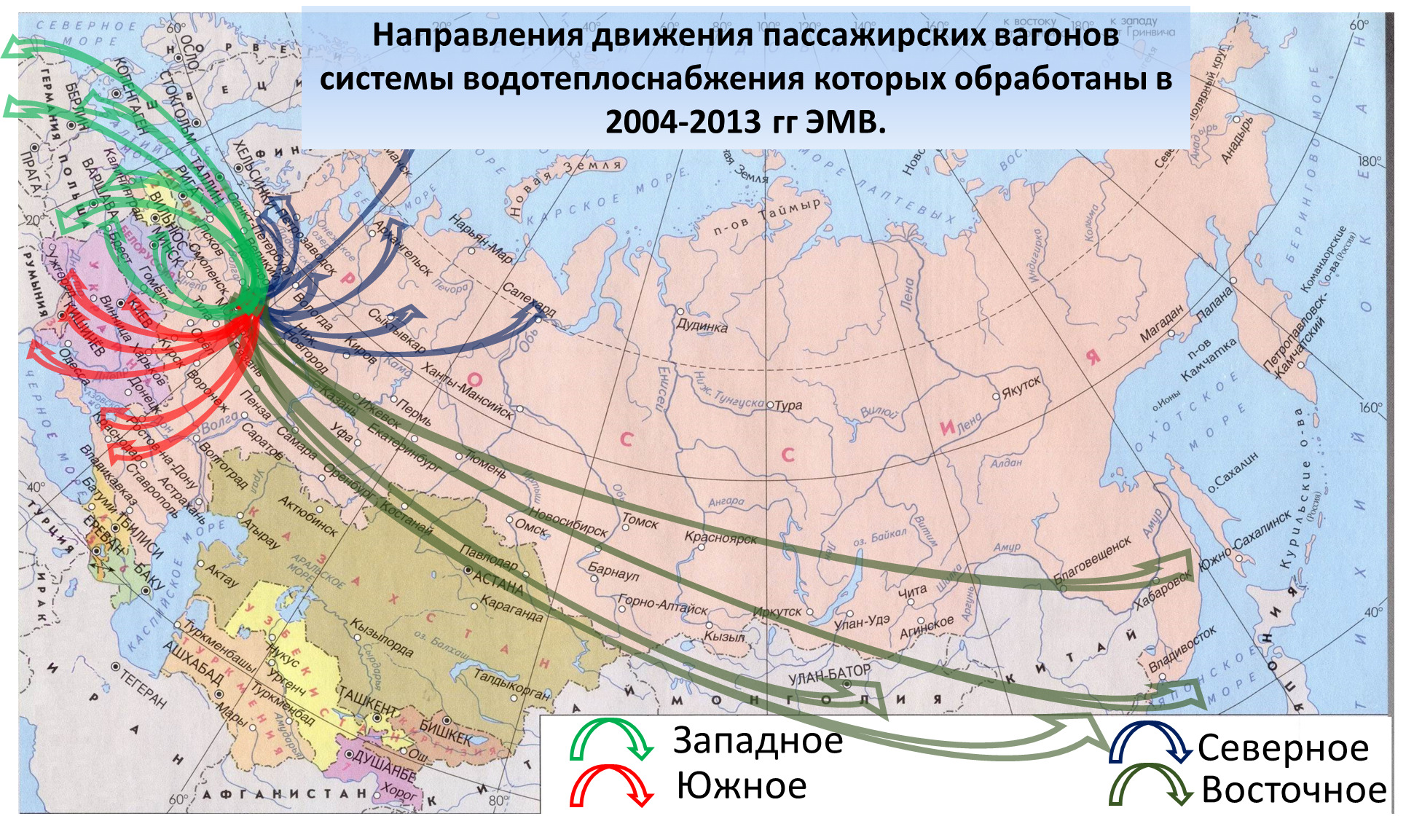
Рис. 9. Направления движения пассажирских вагонов системы водотеплоснабжения которых обработаны в 2004–2013 гг. ЭМВ
Кроме ремонтных объектов, мы брали воду и из систем заправки пассажирских вагонов.
Процесс обработки систем теплоснабжения вагонов «Невского экспресса» на Октябрьском ремонтном заводе показан на рис. 10. В системе не вода, а тосол. Метод работает практически на любой жидкости: воде, химрастворах, нефтепродуктах и т. д.

Рис. 10. Использование ЭМВ при капитальном ремонте систем теплоснабжения пассажирских вагонов на ОЭВРЗ
Как показали исследования, в России 6–7 классов воды. На некоторой воде коррозирует даже нержавейка (рис. 11).

Рис. 11. Коррозионные разрушения системы водоохлаждения импортного оборудования (Германия), выполненного из нержавеющей стали, из-за употребления воды низкого качества (псевдоустойчивой)
В качестве примера приведен процесс удаления отложений в воде кальций-гидрокарбонатного класса на котле и системе охлаждения дизеля тепловоза (рис. 12). Отложения двухслойные: слой, прилегающий к металлу, состоит в основном из ионов кальция, поверхностный слой — продукты коррозии. Кальций удаляется легко. Гораздо труднее удалить коррозионный слой.
В месяц в зависимости от класса воды при однократной обработке удаляется от 1 до 5 мм отложений, но экономический эффект начинает проявляться практически сразу после обработки. На котле, представленном на рис. 12, за год сэкономили 300 т угля (пять вагонов).

Рис. 12. Особенности очистки от отложений системы водоохлаждения тепловоза (парового котла) при использовании воды кальций-гидрокарбонатного класса
Экономия только увеличивается при дальнейшей очистке. На котлах экономится до 9–20% ТЭР, на тепловых сетях до 10–15% теплоты, 10–20% электроэнергии на транспортировку теплоносителя.
- Процессы улучшения качества воды в результате применения ЭМВ
При использовании ЭМВ в рамках одной (!) технологии происходит то, что в традиционных может быть достигнуто при применении целой гаммы технологий. Происходит технологично, при соблюдении целостности любых конструкционных материалов и выполнении санитарных и экологических норм.
При этом наблюдается улучшение качества воды, приведение ее в соответствие с СанПиН 2.14.1074-01 как в питьевых системах, так и в отопительных и охладительных. Так, улучшилось качество воды в железнодорожном поселке (рис. 13). На рис. 14 приведено состояние водопровода вагона до и после ЭМВ.
Улучшение качества воды происходит как за счет очистки системы от вторичных загрязнений, так и за счет внутрипластовой обработки, при которой состав экологично вводится в водоносный пласт. В системах водоохлаждения дизеля тепловоза мы уменьшили величину жесткости воды в три раза — с 3,5 до 1,2 мг-экв/л.
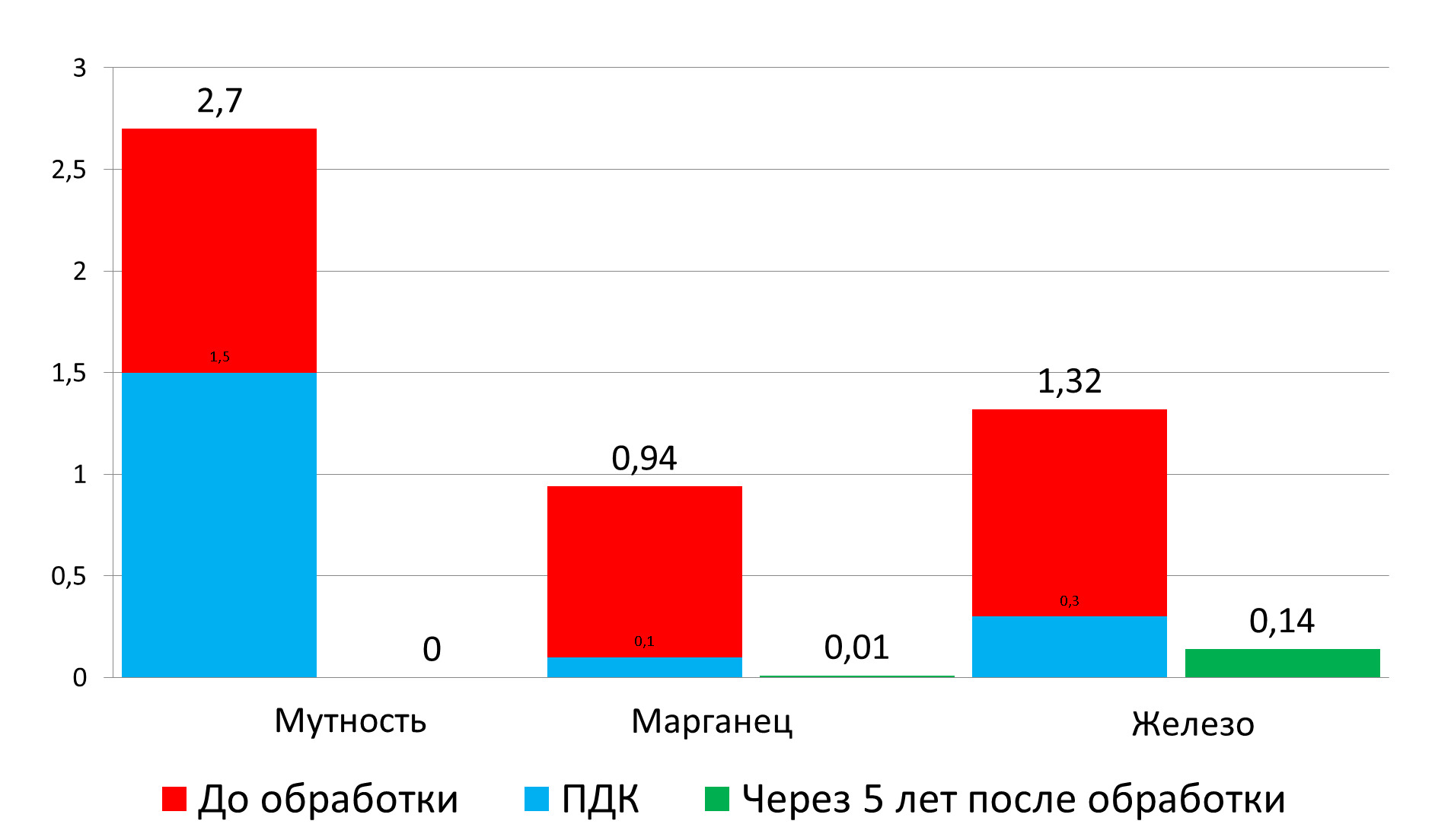
Рис. 13. Динамика улучшения качества воды в водопроводе железнодорожного поселка после ЭМВ
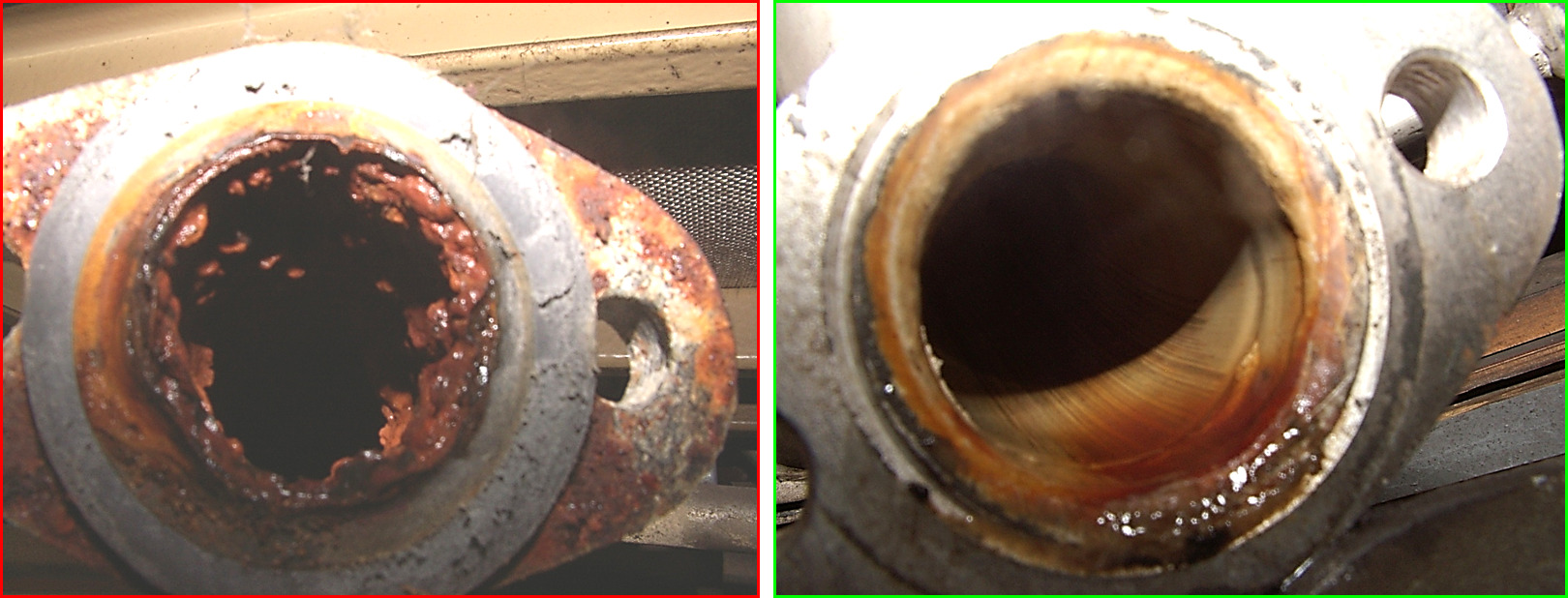
Рис. 14. Состояние системы водоснабжения пассажирского вагона до и после обработки
На рис. 15 приведена динамика уменьшения содержания железа в водопроводе пассажирского вагона после применения ЭМВ.
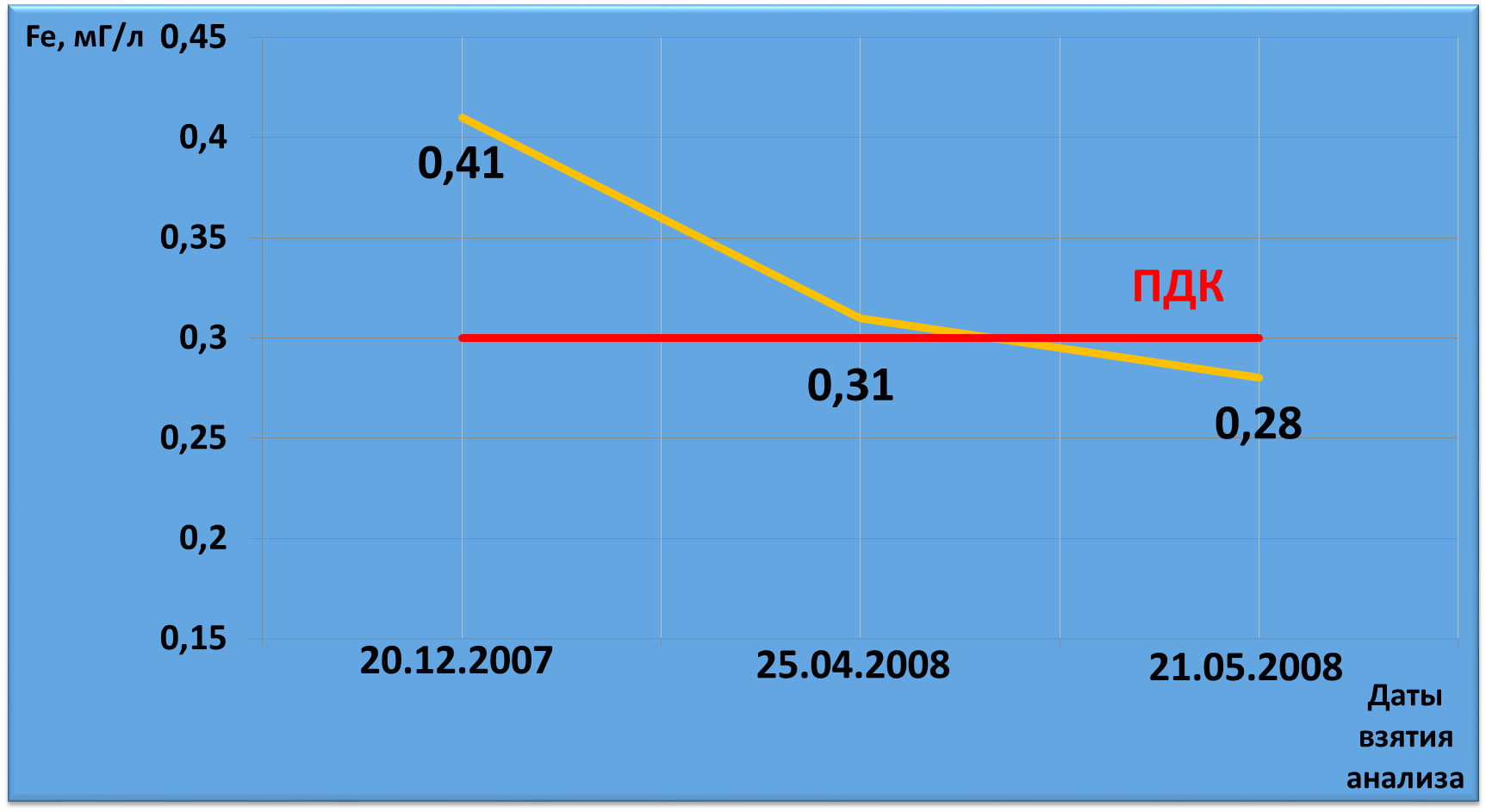
Рис. 15. Динамика изменения содержания железа в холодной воде в результате обработки
При введении энергента в водоносный пласт уменьшается процентное содержание в воде солей жесткости, железа, марганца. Так выглядит обработка водяного колодца одного из монастырей (рис. 16). Жесткость до обработки превышала ПДК, составляя 11,7 мг-экв/л. Через полтора месяца после обработки величина жесткости воды приведена в соответствие с нормативами.

Рис. 16. Обработка с применением ЭМВ колодезной воды в православном монастыре
- Снижение интенсивности процессов электрохимической и микробиологической коррозии в результате ЭМВ
Кроме улучшения качества воды, ЭМВ обеспечивает в рамках одной технологии защиту трубопроводных систем от коррозии и отложений. В водопроводных и тепловых сетях (в последних до температур 80–85 0С [5, 6]) существует как электрохимическая, так и микробиологическая коррозия, обусловленная жизнедеятельностью железистых бактерий. Микробиологическая коррозия значительно уменьшает теплоотдачу материала и создает идеальные условия для развития под бугорками биоржавчины электрохимической коррозии. Способствует также разрушению материала ввиду возникновения термических напряжений и исчерпанию его упругопластических свойств. Электрохимическую коррозию устраняют ингибиторами, а биологическую окислителями. Но ингибиторы усиливают биологическую коррозию [7], усложняя и без того сложный механизм коррозионных процессов.
В рамках единой технологии с этой проблемой справляются наш энергент и бактерициды, коагулянты, флокулянты, разработанные Институтом элементарноорганических соединений РАН [7].
Скорость электрохимической коррозии энергент уменьшает в 40–280 раз (рис. 17). Также уменьшается биологическая коррозия (рис. 18). Причем если сравнивать два метода, то содержание остаточного железа уменьшается при применении коагулянтов на питьевой воде за пять лет в 8,3 раза (с 0,5 до 0,06 мг/л), а при применении энергента на нагретой технической воде за год в 380 раз (с 11,4 до 0,03 мг/л).
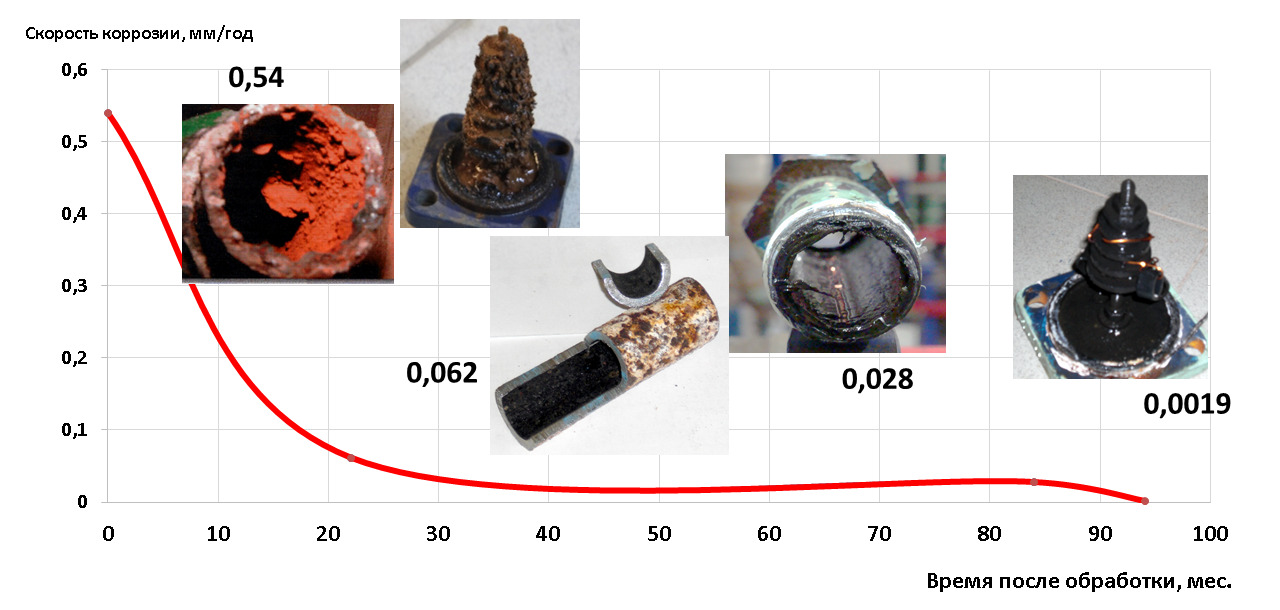
Рис. 17. Динамика изменения внешнего вида элементов тепловой сети и скорости коррозии в ней в результате применения ЭМВ (срок наблюдения 95 месяцев после обработки)

Рис. 18. Динамика изменения состояния элементов системы охлаждения дизеля тепловоза (микробиологическая коррозия) через три (а) и двенадцать (б) месяцев после ЭМВ
- Влияние ЭМВ на снижение вредных выбросов в атмосферу
В связи с утверждением государственной программы «Охрана окружающей среды на период до 2030 года» небезынтересны полученные нами результаты по уменьшению в 1,5–2,5 раза выбросов в окружающую среду после ЭМВ (табл. 1), а также результаты по выбросам, отраженные на рис. 19.
Таблица 1. Динамика изменения выбросов отходящих газов одной из мазутных котельных
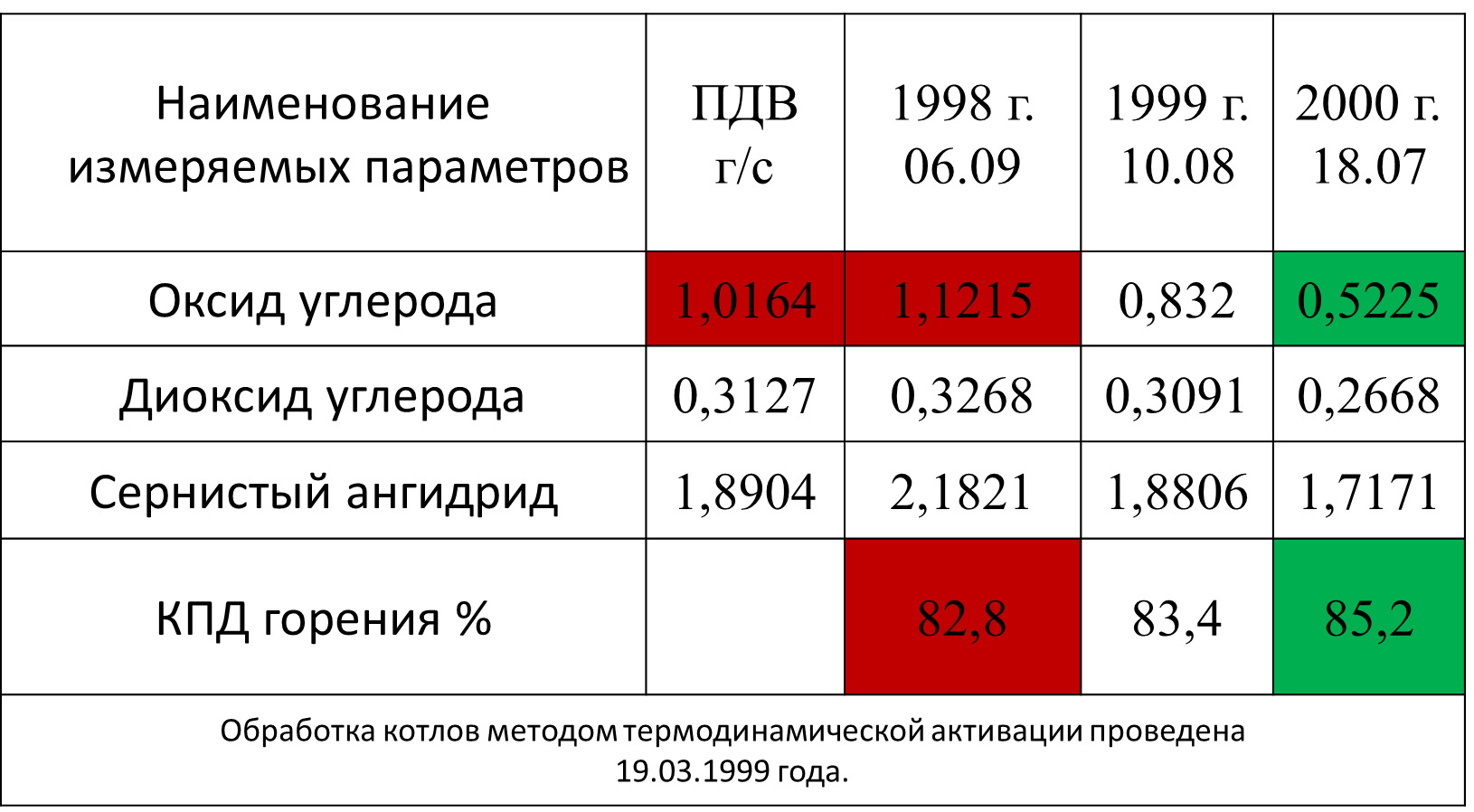
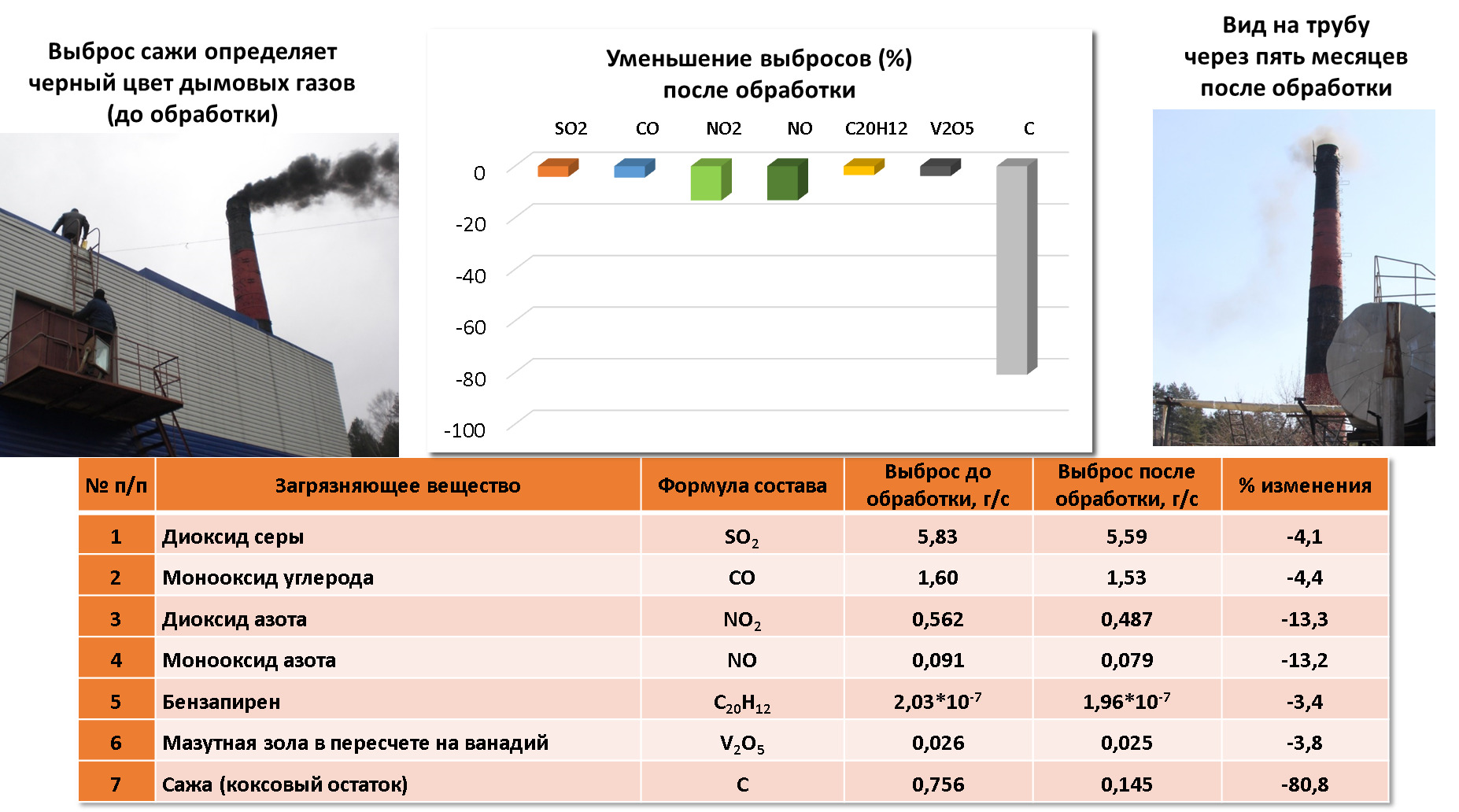
Рис. 19. Взаимосвязь обработки объекта с выбросами вредных веществ в атмосферу
О том, что происходит с качественными иностранными котлами при несоблюдении техпроцесса химводоподготовки, свидетельствует рис. 20.

Рис. 20. Состояние импортного котла при недостаточной водоподготовке
При обработке импортной котельной системы, представленной в начале статьи (рис. 1), в результате ее очистки с применением ЭМВ мы получили увеличение содержания железа в воде с 0,245 до 1,1 мг/л. Это свидетельствует о том, что в полной мере не сработала современная импортная водоподготовка.
Считаем, что было бы полезно обрабатывать ЭМВ новые котлы совместно с производителем в период запуска их в эксплуатацию. Это решит многие экологические проблемы.
В результате обработки ЭМВ котлов, работающих без химводоподготовки, мы убедились в том, что можно полностью отказаться от традиционных способов подготовки воды с ионным обменом. Это позволит исключить расход химикатов на регенерацию ионообменных фильтров и значительно уменьшить сброс сточных вод из системы.
Нельзя сбрасывать со счетов и истинную картину коррозионности и интенсивности накипеобразования в стране. Так, скорость коррозии на исследованных нами объектах превышала аварийные значения (0,2 мм/год) в 1,3–8,0 раза, интенсивность накипеобразования в 2–6 раз, при толщине отложений от 2 до 12 мм.
После замены труб обязательно должна быть проведена антикоррозионная и антиадгезионная обработка. В результате такой обработки стальных труб с применением ЭМВ можно увеличить срок их эксплуатации до 50–70 лет. Некоторые сравнительные экономические параметры приведения качества воды в надлежащее в пассажирском вагоне при ее антикоррозионной и антиадгезионной обработке традиционными методами и ЭМВ приведены в табл. 2.
Таблица 2. Некоторые статьи и причины увеличения затрат при эксплуатации и ремонте систем водоснабжения пассажирских вагонов

Ну и, наконец, последнее. Мы считаем, что следует подумать об использовании столь эффективной технологии и в Санкт-Петербурге. Ну, например, Ленинградская область является лидером в РФ по показателям ввода жилья на одного жителя (2,5 млн м2/год). Считаем, что экономически целесообразно обрабатывать новые системы водотеплоснабжения с применением ЭМВ. Это позволит кратно уменьшить коррозионность и интенсивность накипеобразования водной среды и таким образом значительно увеличить ресурс эксплуатации систем при минимально возможных затратах.
На рис. 21 приведен пример обработки с применением ЭМВ жилого фонда в Москве.
Кроме имеющихся в нашем распоряжении базовых составов, мы продолжаем разработку новых, более эффективных. Причем считаем, что для удешевления составов их следует производить из местного сырья, в частности, и в Ленинградской области, а это потребует общих усилий.

Рис. 21. Обработка ЭМВ системы отопления и ГВС 11-этажного жилого дома в Москве
Заключение
- Разработана новая природоподобная технология повышения энергоэффетивности систем водотеплоснабжения, давшая положительный технико-экономический результат на значительном количестве реальных объектов.
- Обработка происходит без прерывания технологического процесса водотеплоснабжения при любых материалах трубопроводов и теплоносителях.
- Источником средств для более широкого применения технологии может явиться экономия до 9–20% ТЭР, 10–20% электроэнергии, затраченной на транспортировку теплоносителя, 10–15% теплоты, а также продление ресурса стальных трубопроводов до 50–70 лет.
- Об экологичности технологии говорят уменьшение в 1,5–2,5 раза газовых выбросов в атмосферу, возможность систем работать без использования солей и сильных кислот на регенерацию ионообменных фильтров и уменьшение сбросов сточных вод из системы.
Литература
- Торопов М. Н., Перков И. Е., Бегунов П. П. Энергоэффективная экологическая технология повышения надежности и ресурса систем водотеплоснабжения. Инженерные системы — АВОК Северо-Запад, 1/2019 г.
- Торопов М. Н., Бегунов П. П., Васильев Н. В., Селиванов А. С., Перков И. Е. Продление ресурса эксплуатации и повышение энергоэффективности систем водотеплоснабжения и водоохлаждения. Инженерные системы — АВОК Северо-Запад, 1/2020 г.
- Торопов М. Н. Комплексный подход к приведению качества питьевой и технической воды в соответствие санитарно-экологическим требованиям. Сантехника. Отопление. Кондиционирование. 7/2006 г.
- Продоус О. А., Иващенко В. В. Гидравлический потенциал стальных и чугунных металлополимерных труб для систем водоснабжения. Инженерные системы — АВОК Северо-Запад, 3/2019 г.
- Розанова Е. П., Ентальцева Л. А. Распространение сульфатвосстанавливающих бактерий в трубопроводах тепловой сети и причины появления в воде сероводорода. Микробиология 1999, том 68, № 1.
- Розанова Е. П., Дубинина Г. А. и др. Микроорганизмы в тепловых сетях и внутренняя коррозия стальных трубопроводов. Микробиология 2003, том 72, № 2.
- Воинцева И. И., Новиков М. Т., Продоус О. А. Продление периода эксплуатации систем водотеплоснабжения из стальных и чугунных труб. Инженерные системы — АВОК Северо-Запад, 1/2019.
Скачать pdf-версию статьи «Некоторые технико-экономические аспекты применения энергетического метода водоподготовки в системах водотеплоснабжения»