Сегодня, 26 июня
- (Нет мероприятий)
Ближайшие мероприятия
-
16 сентября - 18 сентября
-
30 сентября - 02 октября
-
10 ноября - 13 ноября
-
01 февраля 2027 - 04 февраля 2028
Взаимосвязь экологичности, безопасности и энергоэффективности при использовании ЭВМ в системах водотеплоснабжения
М. Н. Торопов, к. т. н., заведующий лабораторией «Электропоезда и локомотивы» Российского университета транспорта (РУТ МИИТ)
А. С. Селиванов, старший преподаватель кафедры «Теплоэнергетика железнодорожного транспорта» Российского университета транспорта (РУТ МИИТ)
И. Е. Перков, технический эксперт АО «Научно-исследовательский институт железнодорожного транспорта» (АО «ВНИИЖТ»)
Н. В. Васильев, инженер Российского университета транспорта (РУТ МИИТ)
Проанализирована взаимосвязь технологических и технических параметров, в том числе экологичности, безопасности и энергоэффективности при использовании энергетического метода водоподготовки (ЭМВ) на объектах тепловодоснабжения транспортного комплекса (ремонтные предприятия, подвижной состав) на основе обширного материала, полученного от применения перспективной технологии в течение последних 12—15 лет.
Если оценивать традиционные способы водоподготовки в системах водотеплоснабжения (а в основном это способы очистки систем от накипно-коррозионных отложений), то можно отметить, что при их использовании достигается некоторое уменьшение расхода ТЭР, но при постоянном применении реагентов, адсорбентов, энергии, оборудования. Зачастую для достижения положительных результатов требуется использовать не одну, а несколько технологий [1, 2].
При этом возникают и нерешаемые проблемы (табл. 1), а именно:
- отсутствие длительной защиты, безнакипного режима;
- невозможность устранения утечек, тепловых потерь, уменьшения объема сточных вод и концентрации вредных компонентов в выбросах в атмосферу, приведения параметров водно-химического режима (ВХР) к требованиям нормативных документов [3].
Таблица 1. Нерешаемые проблемы при использовании традиционных методов водоподготовки в системе водотеплоснабжения
| Очистка систем от накипно-коррозионных отложений (порядка 20 методов) | |
| результаты | нерешаемые проблемы |
| Уменьшение расхода ТЭР при постоянном использовании реагентов, адсорбентов, энергии, оборудования | 1. Отсутствие длительной защиты от возникновения и развития коррозионных и соленакипных процессов в жидких средах, безнакипного режима работы теплоэнергетического оборудования.
2. Невозможность устранения (уменьшения) утечек воды и тепловых потерь. 3. Невозможность уменьшения объема сточных вод и концентрации вредных веществ при выбросах в атмосферу. 4. Невозможность приведения параметров водно-химического режима (ВХР) к требованиям нормативных документов |
Причем неукоснительное соблюдение нормативных параметров определяет как безопасность, так и экономичность работы системы (рис. 1).

Рис. 1. Безопасность определяет экономичность
К тому же длительное их несоблюдение обуславливает нарушение безопасной эксплуатации и получение низких экономических показателей. Отчетливо прослеживается следующая технологическая цепочка: отложения — температурные напряжения — исчерпание упруго-пластических свойств материалов — коррозия — разрушение. В данном случае и низкие экономические показатели, а именно — 18% перерасхода ТЭР.
Это приводит к выходу из строя теплоэнергетического оборудования (котлов, ЦТП, трубопроводов), к возможности травм и увечий (сквозное коррозионное повреждение деаэратора (рис. 2) [4]).

Рис. 2. Состояние теплоэнергетического оборудования при несоблюдении нормативных параметров ВХР
Как это отразится на энергоэффективности, показано на рис. 3.
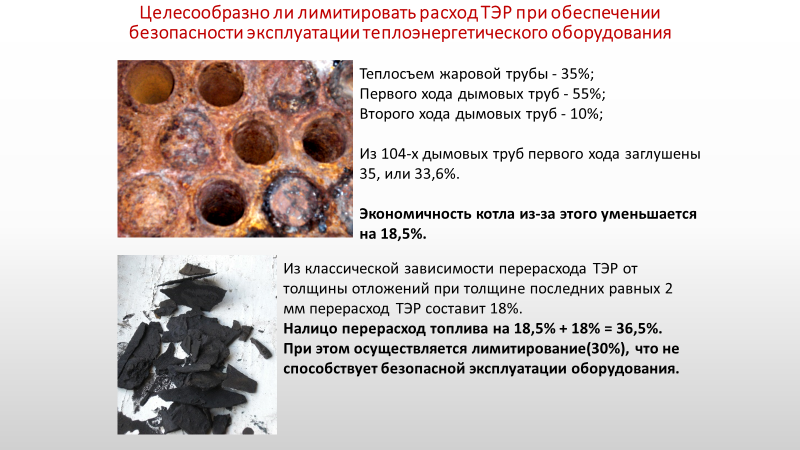
Рис. 3. Влияние несоблюдения параметров ВХР на энергоэффективность работы теплоэнергетических систем
В данном случае из 104 дымовых труб первого хода — заглушено 35. При этом экономичность уменьшается на 18,5%. При толщине отложений порядка 2 мм на поверхности, контактирующей с жидкостью, это еще 18%. Итого налицо перерасход ТЭР на 36,5%.
На практике следует также учитывать, какая вода залита в оборудование. На рис. 4–5 представлена география распространения наших технологий как в РФ, так и за рубежом (системы заправки вагонов водой).

Рис. 4. География распространения ЭМВ на ремонтных предприятиях транспортного комплекса
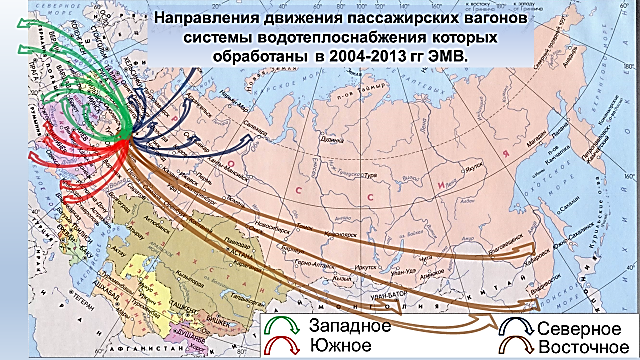
Рис. 5. География распространения ЭМВ на системах водотеплоснабжения и калориферных ветвях пассажирских вагонов
При этом оценивались коррозионная агрессивность воды и ее интенсивность накипеобразования (рис. 6–7).
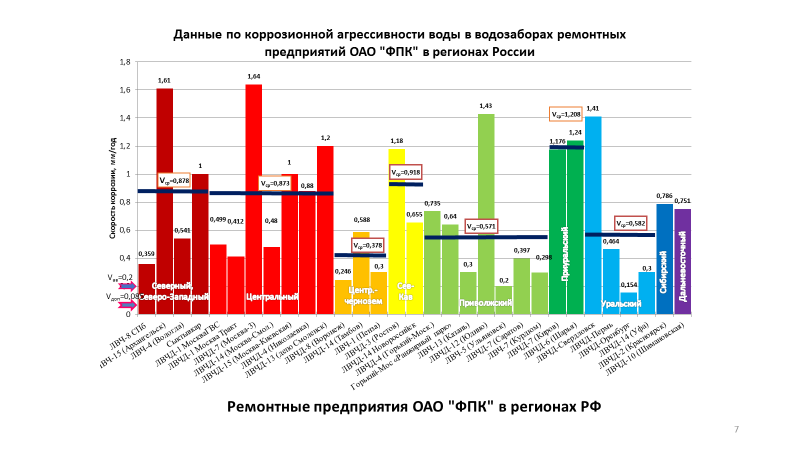
Рис. 6. Коррозионная агрессивность воды, используемой в системах водотеплоснабжения ремонтных предприятий и подвижного состава в различных регионах РФ

Рис. 7. Интенсивность накипеобразования воды, используемой в системах водотеплоснабжения ремонтных предприятий и подвижного состава в различных регионах РФ
Причем из девяти существующих классов воды мы встретились и работали с семью. Скорость коррозии превышала аварийные значения (0,2 мм в год) в 1,3–8,0 раза, интенсивность накипеобразования — в 2,0–6,0 раза. Толщина отложений варьировалась от 2,0 до 12,0 мм. Состояние системы, а точнее, водной среды до обработки, определяет и индивидуальный подход к применению водоподготовки для того или иного объекта, тем самым гарантируя качество обработки.
При этом следует учитывать, что электрохимическая коррозия сопровождается биокоррозией, вызываемой целым рядом бактерий, в том числе и железопродуцирующими и грибами. По данным Института микробиологии РАН, она присутствует в тепловых сетях до температур 80–85 °С [5-6]. Так выглядит биокоррозия на металлических конструкциях (рис. 8).
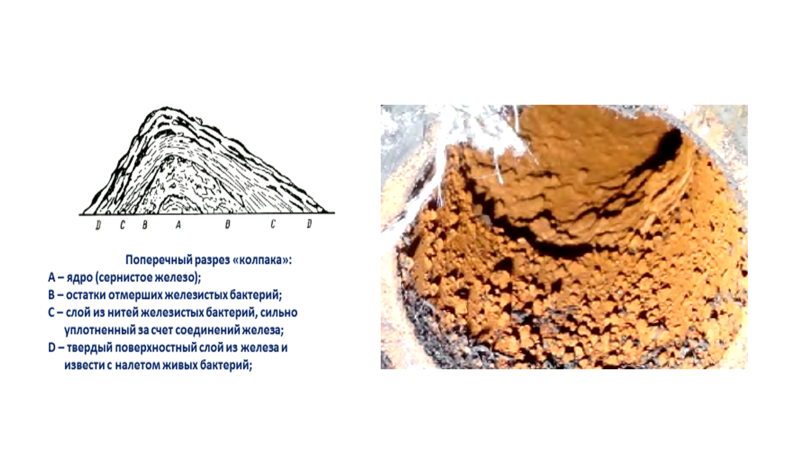
Рис. 8. Вид биокоррозионного повреждения металлических конструкций в системе охлаждения дизелей тепловозов
Причем биокоррозия устраняется только окислителями, а не ингибиторами, как электрохимическая коррозия. Ингибиторами она только усиливается и вызывает разрушение конструкции вследствие появления отложений и температурных напряжений при перегреве. Есть ли она на пластике? Да, есть. Приведем сравнительные технологические характеристики трубопроводов из черных металлов и пластика (табл. 2).
Таблица 2. Некоторые сравнительные технологические характеристики трубопроводов из черных металлов и пластмассы
| Параметры,
материал |
Отношение стоимости 1 кг материала к его удельной прочности*, йены | Интенсивность биообрастаний**,
мг/см2/100 час |
Стойкость материала к хлорированию | Экологическая безопасность материала |
| черный металл | 0,9 | 40±3,0 | стоек | инертен |
| пластмасса | 3,5 | 25±5,0 | нестоек | выделяет вредные вещества |
* В. Н. Бернадский, О. К. Маковецкая. ИЭС им. Патона. «Сталь и алюминий, основные конструкционные материалы сварочного производства». Технология машиностроения, 2005 г., № 2, стр. 5–21 (стр. 7). В статье, в том числе, представлены расчеты японских специалистов по определению затрат при использовании трубопроводов из черных металлов и пластмасс.
** М. Н. Менча. «Формирование биообрастаний на традиционных материалах оборудования системы питьевого водоснабжения». Сборник докладов 7-го международного конгресса «Вода: экология и технологии», часть 1, стр. 591.
Обращает на себя внимание довольно высокое биообрастание пластика. Вид разрушения пластиковых конструкций приведен на рис. 9.
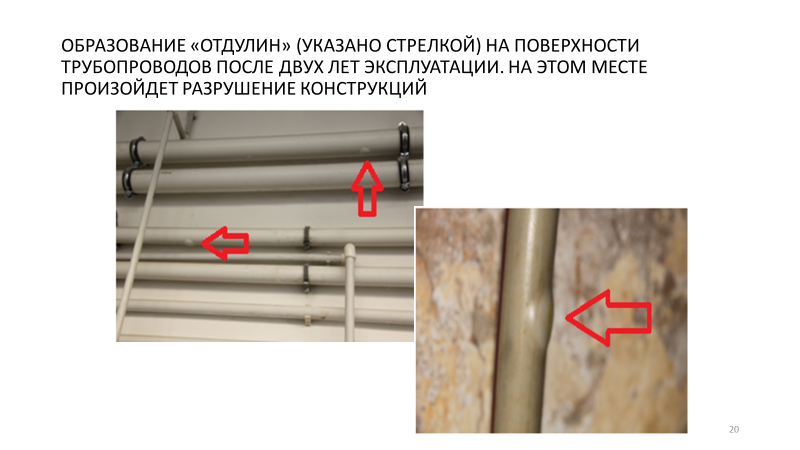
Рис. 9. Вид разрушений пластиковых конструкций в системах теплоснабжения ремонтных предприятий
А так выглядит биообрастание на пластиковых конструкциях (рис. 10) [7].
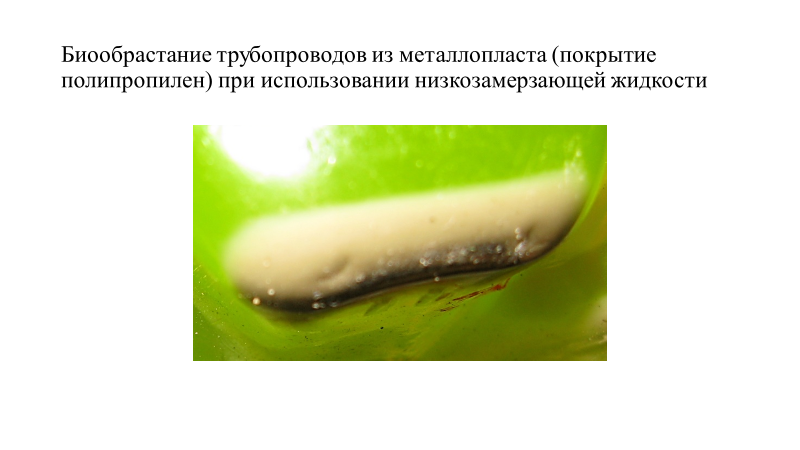
Рис. 10. Биообрастание металлопластовых трубопроводов в системе теплого пола
Это образование обнаружено на 12-миллиметровых трубах металлопласта протяженностью порядка 3 км, заполненного низкозамерзающей жидкостью, в теплом полу одного из храмов подмосковного монастыря [7]. Продукты жизнедеятельности продуцирующих в нем железовосстанавливающих бактерий представлены на рис. 11.
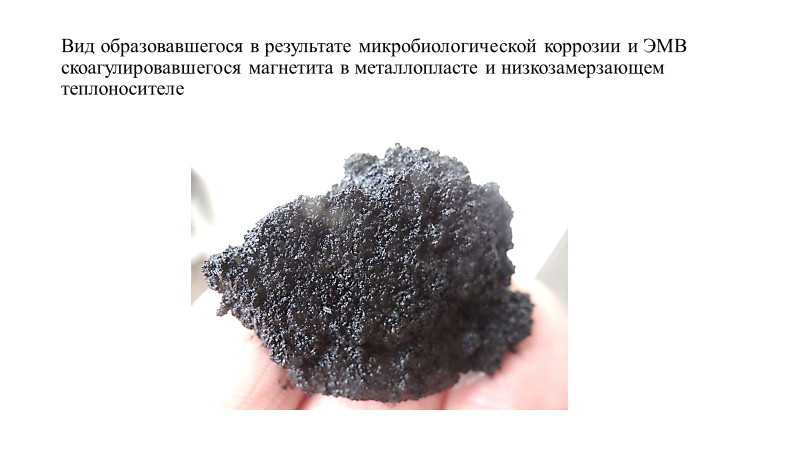
Рис. 11. Вид продуктов жизнедеятельности продуцирующих в трубопроводе железовосстанавливающих бактерий
Это скоагулированный магнетит, образовавшийся в пластиковых и металлопластовых трубопроводах, переносимый жидкостью с одного места системы в другое.
Магнетит образовался из низших оксислов железа в результате применения ЭМВ, что выявило возможность существования окислов низшего порядка в жидкости, транспортируемой по металлопласту (пластику), то есть возможность возникновения биокоррозии в пластике.
Справиться со всеми вышеперечисленными проблемами в рамках единой технологии на сегодняшний день может только наш метод. Суть: введение в систему с единым циклом на срок до семи лет химически нейтральных составов (энергентов) ,разрешенных для применения в питьевой воде и прошедших активацию в зависимости от состояния объекта (ВХР, коррозионность среды, склонность ее к накипеобразованию, степень износа) [8]). На рис. 12 приведена структура энергента при сильном его увеличении.

Рис. 12. Структура энергента при сильном его увеличении под электронным микроскопом
Установлено, что за счет перемещения дислокаций в кристаллической решетке энергента образуется электрическое поле, которое накладывается на двойной электрический слой, на границе фаз «металл-пластик», меняя направленность физико-химических процессов на границе раздела. Частицы энергента к тому же обладают магнитострикционным эффектом, вследствие чего происходит разрушение отложений. Процесс удаления разрушенных отложений представлен на рис. 13.
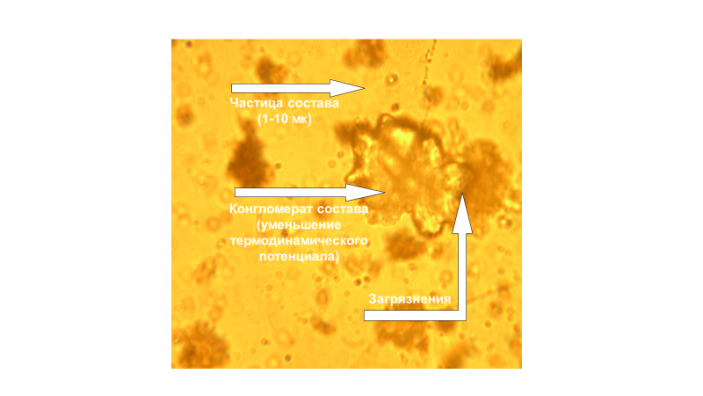
Рис. 13. Механизм удаления разрушенных отложений в результате применения ЭМВ
В результате на поверхности образуется тонкая прочная пленка, состоящая из окислов ряда металлов (рис.14).

Рис. 14. Образование защитной пленки на поверхностях теплоэнергетического оборудования после применения ЭМВ
Для сравнения на рис. 15 приведено состояние теплоэнергетического оборудования до применения ЭМВ.

Рис. 15. Состояние теплоэнергетического оборудования до применения ЭМВ
Обработано более 1000 км тепловых, водопроводных сетей, более 200 паровых, водогрейных котлов, систем водотеплоснабжения и калориферных ветвей более 1500 пассажирских вагонов отечественного производства и фирмы Siemens, работающих как на воде, так и на низкозамерзающей жидкости (рис. 16), системы охлаждения дизелей тепловозов и судов (рис. 17) [9–10].
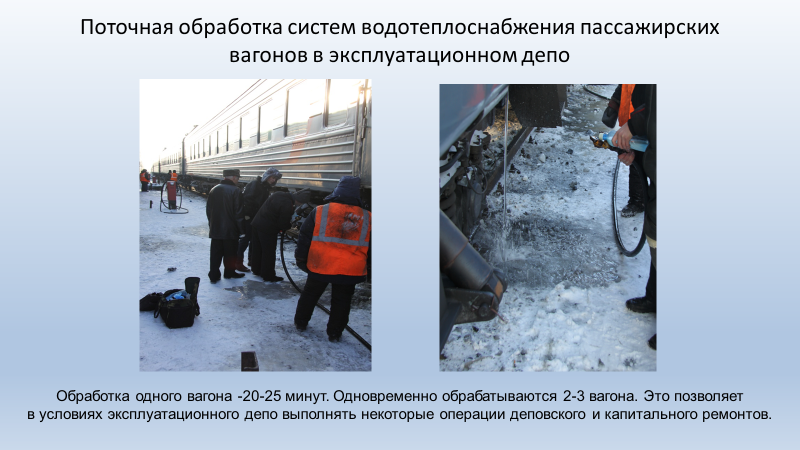
Рис. 16. Поточная обработка систем водотеплоснабжения пассажирских вагонов в условиях эксплуатационного депо с применением ЭМВ

Рис. 17. Применение ЭМВ на системах теплоснабжения морских судов
Во всех случаях отмечено приведение ВХР в соответствие нормативам, улучшение качества воды, уменьшение объема сточных вод. Резко сокращена скорость коррозии, в некоторых случаях более чем в 250 раз (рис. 18). Срок наблюдения за некоторыми объектами — порядка девяти лет.
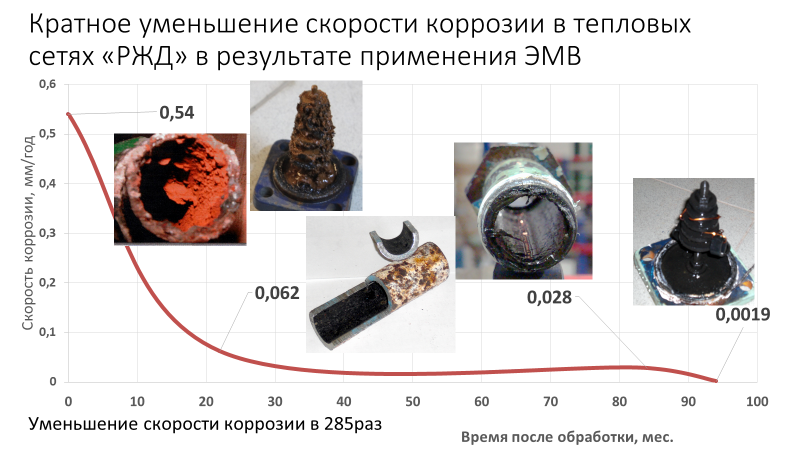
Рис. 18. Динамика уменьшения скорости коррозии в системе теплоснабжения одного из московских вокзалов в результате применения ЭМВ
Метод применим для уменьшения скорости коррозии на затопленных объектах, в морской и пресной воде, о чем было доложено в Институте океанологии РАН [11].
Что касается выбросов в окружающую среду. Они были сокращены в результате применения ЭМВ в 1,5–2,0 раза (табл. 3).
Таблица 3. Результаты анализов отходящих газов в одной из мазутных котельных до и после применения ЭМВ
| Наименование измеряемых параметров | ПДВ
г/с |
1998 год
06.09 |
1999 год
10.08 |
2000 год
18.07 |
| Оксид углерода | 1,0164 | 1,1215 | 0,832 | 0,5225 |
| Диоксид углерода | 0,3127 | 0,3268 | 0,3091 | 0,2668 |
| Сернистый ангидрид | 1,8904 | 2,1821 | 1,8806 | 1,7171 |
| КПД горения % | 82,8 | 83,4 | 85,2 | |
| Обработка котлов методом термодинамической активации проведена
19.03.1999 года |
||||
Некоторые результаты по уменьшению выбросов после применения ЭМВ приведены на рис. 19.

Рис. 19. Уменьшение выбросов после применения ЭМВ
А вот так выглядят качественные импортные котлы при недостаточной водоподготовке (рис. 20).

Рис. 20. Состояние внутренней поверхности парового котла в случае недостаточной водоподготовки
Отказ от традиционных способов водоподготовки с ионным обменом исключает расходы химикатов на регенерацию, уменьшает сброс сточных вод. Проверить это было несложно на тех котлах, которые и без того работали без химводоподготовки.
И, наконец, тот самый теплый пол. После обработки температура воздуха в храме увеличилась на 10 °С. Произошла полная очистка системы (рис. 21–22).

Рис. 21. Средняя температура теплого пола до применения ЭМВ
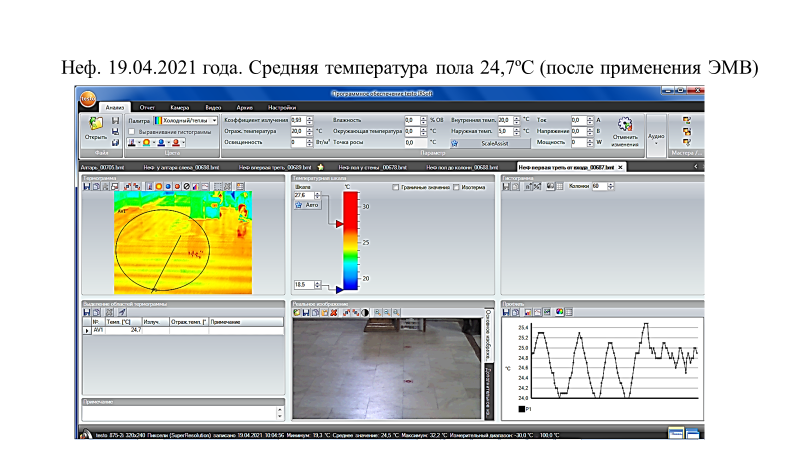
Рис. 22. Средняя температура теплого пола после применения ЭМВ
В первом случае температура теплоносителя была 47 °С, во втором 37 °С, что свидетельствует об энергоэффективности обработки.
Заключение
- Метод применим для всех видов конструкционных материалов, всех видов жидкости, транспортируемых по системам.
- В рамках единой технологии уменьшаются электрохимическая, микробиологическая, внутрикристаллическая коррозия, в том числе и нержавеющих сталей.
- Уменьшается на 9–30% расход ТЭР, на 10–20% — расход электроэнергии на транспортировку жидкости, на 10–15% — расход теплоты. Ресурс стальных трубопроводов увеличивается до 50–70 лет.
- В 1,5–2,5 раза уменьшается выброс веществ в атмосферу, количество сточных вод. Возможна работа без использования солей, сильных кислот на регенерацию ионообменных фильтров.
Скачать PDF-версию статьи «Взаимосвязь экологичности, безопасности и энергоэффективности при использовании ЭВМ в системах водотеплоснабжения»