Сегодня, 1 мая
- (Нет мероприятий)
Ближайшие мероприятия
-
28 мая - 29 мая
-
16 сентября - 18 сентября
-
30 сентября - 02 октября
-
01 февраля 2027 - 04 февраля 2028
Продление ресурса эксплуатации и повышение энергоэффективности систем водотеплоснабжения и водоохлаждения
М. Н. Торопов, заведующий лабораторией РУТ МИИТ
П. П. Бегунов, доцент кафедры «Водоснабжение и водоотведение» СПГУПС
Н. В. Васильев, инженер РУТ МИИТ
А. С. Селиванов, старший преподаватель кафедры «Теплоэнергетика на железнодорожном транспорте» РУТ МИИТ
Рассмотрены проблемы износа систем водотеплоснабжения с учетом коррозионных характеристик водной среды и интенсивности ее накипеобразования на железнодорожных предприятиях РФ. Приведен опыт применения разработанного в РУТ МИИТ энергетического метода водоподготовки (ЭМВ) для улучшения качества воды и проведения экологичной антикоррозионной и антиадгезионной обработки систем водотеплоснабжения. Проанализированы возможности метода для снижения электрохимической, биомикрологической, межкристаллитной коррозии, а также продления ресурса эксплуатации и повышения энергоэффективности указанных систем.
1. Аспекты проблемы износа систем водотеплоснабжения и энергетический метод водоподготовки (ЭМВ) для ее решения.
В 2005–2006 гг. износ систем водотеплоснабжения в России составлял, по литературным данным, 60–70% [1] при критическом износе 30%. К 2010 году при сохранении этой тенденции ожидался выход из строя 2/3 всех существующих трубопроводов. О том, что происходит на сегодняшний день, можно судить по официальным данным, например, в Тульской области.
Износ сетей в ней составляет 85–89%. 80% труб не менялись десятилетиями. Отсутствие водоподготовки, превышение ПДК по железу, жесткости, сухому остатку, стабильному стронцию. Более 43% жителей области не получают воду надлежащего качества. К этому стоит добавить загрязнение воздуха, в том числе и объектами теплоэнергетики.
Эти проблемы пытаются решить в рамках государственных программ путем замены трубопроводов и оборудования на новые, в том числе активно применяя пластик. Но при этом коррозионность и интенсивность накипеобразования используемой водной среды останутся прежними, т. е. превышающими нормативные показатели.
Распространяя наши технологии практически по всей стране, в частности, на котлах, тепловых сетях, водопроводах, системах водотеплоснабжения и калориферных ветвях внутрироссийских и международных вагонов (рис. 1–2), мы убедились в вышесказанном.


Так, скорость коррозии на некоторых объектах превышала аварийные значения (0,2 мм в год) в 1,3–8,0 раза (рис. 3), интенсивность накипеобразование — в 2–6 раз (рис. 4). Толщина отложений варьировалась от 2 до 12 и более мм.

Рис. 3. Данные по коррозионной агрессивности воды в водозаборах ремонтных предприятий ОАО «ФПК» в регионах России
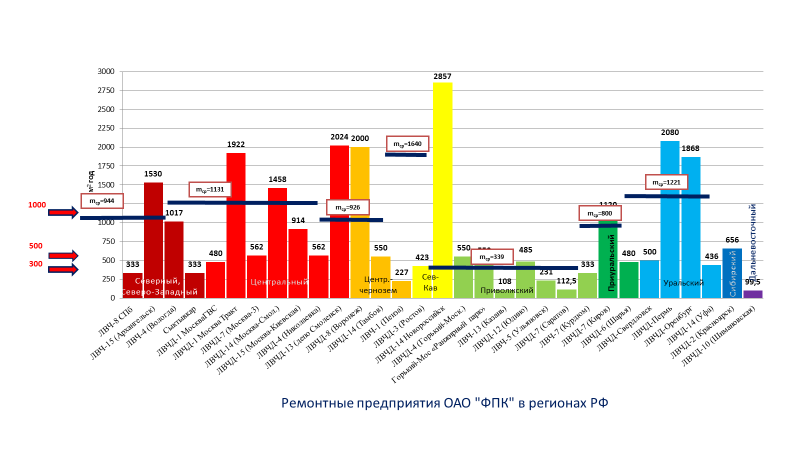
Рис. 4. Данные по интенсивности накипеобразования воды в водозаборах ремонтных предприятий ОАО «ФПК» в регионах России
В связи с этим любая замена трубопроводов и оборудования без проведения антикоррозионной и антиадгезионной обработки водной среды будет вряд ли эффективна, да и средств на выполнение всего колоссального объема работ вряд ли хватит.
Пластик, по мнению японских инженеров, имеющих большой опыт по его применению, будет в 3–3,5 раза дороже стали [2]. Стоимость оценивается соотношением стоимости одного килограмма материала к величине его удельной прочности. Характерный вид разрушений пластмассовых конструкций представлен на рис. 5. Некоторые сравнительные характеристики трубопроводов из черных металлов и пластика — в табл. 1.

Рис. 5. Образование «отдулин» (указано стрелкой) на поверхности трубопроводов после двух лет эксплуатации. На этом месте произойдет разрушение конструкции
Таблица 1. Некоторые сравнительные характеристики трубопроводов из черных металлов и пластмассы
| ПараметрыМатериал | Отношение стоимости 1 кг материала к его удельной прочности [2], йены | Интенсивность биообрастаний [3],мг/см2 /100 час | Стойкость материала к хлорированию | Экологическая безопасность материала |
| Черный металл | 0,9 | 40±3,0 | Стоек | Инертен |
| Пластмасса | 3,5 | 25±5,0 | Не стоек | Может выделять вредные вещества |
Обращает на себя внимание довольно высокая интенсивность биообрастания пластика [3]. Работая с пластмассовыми конструкциями, мы столкнулись и с биокоррозией, когда вследствие жизнедеятельности железистых бактерий (типа gallionella) в воде резко увеличивается содержание железа. Обработка нами пластиковых трубопроводов с применением ЭМВ показала, что рН после обработки возрастает более 7,0, а остаточное железо с 2,14 уменьшается до 0,03 мг/л в течение года.
Таким образом, для решения проблемы износа сетей и оборудования необходимо уменьшить коррозионность и интенсивность накипеобразования и продлить ресурс стальных и чугунных труб, опираясь на перспективные отечественные технологии.
В 90-х годах прошлого века учеными-железнодорожниками разработан и внедрен на территории России энергетический метод водоподготовки (ЭМВ) [4]. Суть метода состоит в введении в систему одним циклом на срок до 7 лет химически нейтральных составов, разрешенных для применения в питьевой воде и прошедших активацию в зависимости от состояния объекта (водно-химический режим — ВХР, коррозионность среды, степень износа). Электрическое поле природных веществ, входящих в составы, накладывается на двойной электрический слой границы фаз (жидкость — поверхность), меняя направленность физико-химических процессов на границе раздела. Указанные задачи выполняются экологично, с улучшением качества воды в рамках соблюдения санитарных норм без нарушения целостности материалов и превышения ПДК в сточных водах в рамках единой технологии. Обработано более 1000 км тепловых и водопроводных сетей, более 200 водяных и паровых котлов, систем водотеплоснабжения и калориферных ветвей 1500 пассажирских вагонов (рис. 6) внутрироссийского и международного сообщений, системы охлаждения дизелей локомотивов, судов и промышленного оборудования. Никаким другим образом качественно, с получением положительных экономических и экологических показателей, выполнить указанные задачи в рамках единой технологии не представляется возможным.

Рис. 6. Поточная обработка систем водотеплоснабжения пассажирских вагонов в эксплуатационном депо
С некоторыми результатами применения технологии можно познакомиться по материалам нашей статьи в журнале «Инженерные системы» [4]. Приведем только несколько характерных примеров.
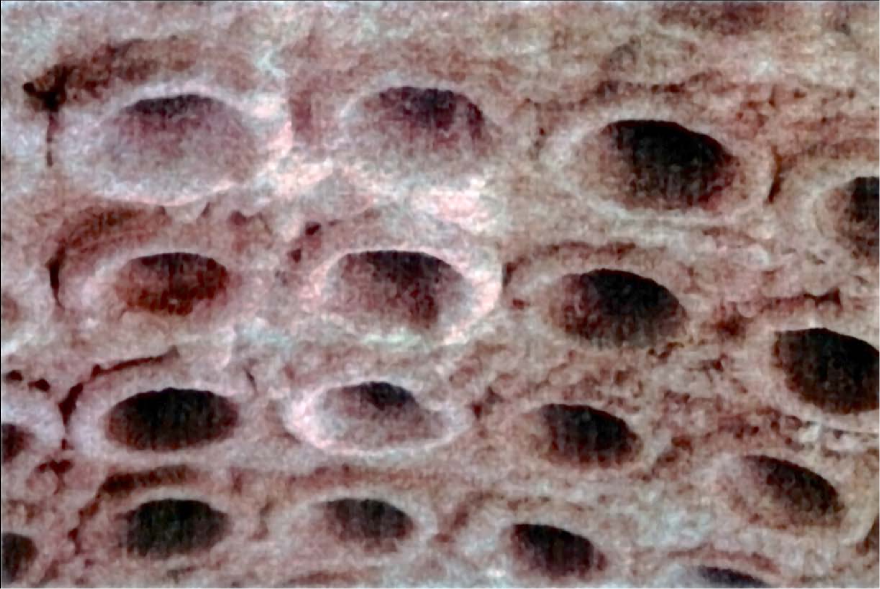
Рис. 7. Результаты применения ЭМВ на паровом котле. Без химводоподготовки

Рис. 7. Результаты применения ЭМВ на паровом котле. Через 8 месяцев после ЭМВ
Полученный результат достигнут при одноразовой обработке, рассчитанный на срок 5–7 лет. Защита от накипно-коррозионных отложений может быть достигнута на весь срок эксплуатации оборудования и трубопроводов путем последовательных обработок, проводимых с целью приближения фактических параметров ВХР среды к требованиям нормативных документов.
Динамика изменения скорости коррозии на тепловых сетях ОАО «РЖД» в результате обработки представлена на рис. 8. В результате кратного уменьшения скорости коррозии можно увеличить ресурс эксплуатации стальных труб до 50–70 лет. По сравнению с другими используемыми методами [5] обеспечивается обработка всего контура трубопроводов вместе со сварными стыками. При этом не изменяется размер проходного сечения, а образующееся тонкое и прочное покрытие, работающее и при малоцикловых нагрузках, обладает высокими антикоррозионными и антиадгезионными свойствами. Его теплопроводность сопоставима с теплопроводностью основного материала трубы.
На рис. 9 приведены данные по экономии теплоты в результате обработки. Такие результаты получены за счет уменьшения температуры теплоносителя в обратных сетях. По литературным данным, эти показатели находятся в соответствии с нормами только у 17% потребителей [6].
На рис. 10 приведен пример применения метода на изношенных сетях. Возможна замена 2/3 сильно изношенных трубопроводов после обработки на новые. При этом электрический потенциал с обработанных участков переносится на замененные.
Во всех случаях параметры ВХР, коррозионность и интенсивность накипеобразования приведены в соответствие нормативным документам. Значительно снижены скорость коррозии (в 40–280 раз), затраты ТЭР (9–20%), теплоты (10–15%). Значительно продлен ресурс эксплуатации.
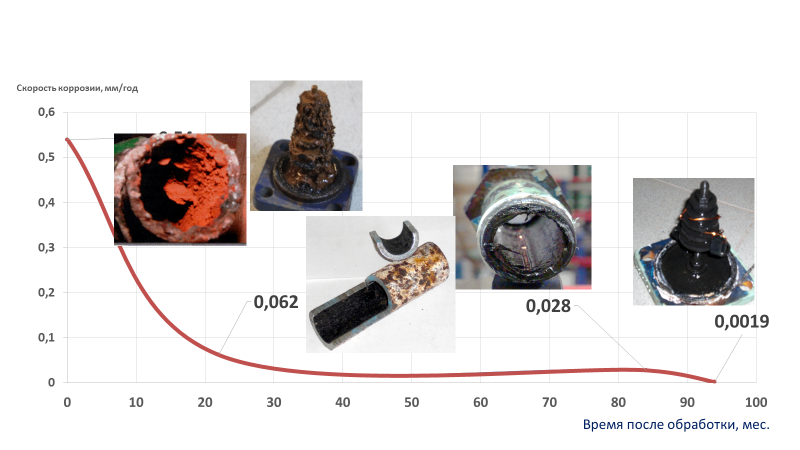
Рис. 8. Кратное уменьшение скорости коррозии в тепловых сетях «РЖД» в результате применения ЭМВ (в 285 раз)

Рис. 9. Данные по экономии теплоты в результате обработки
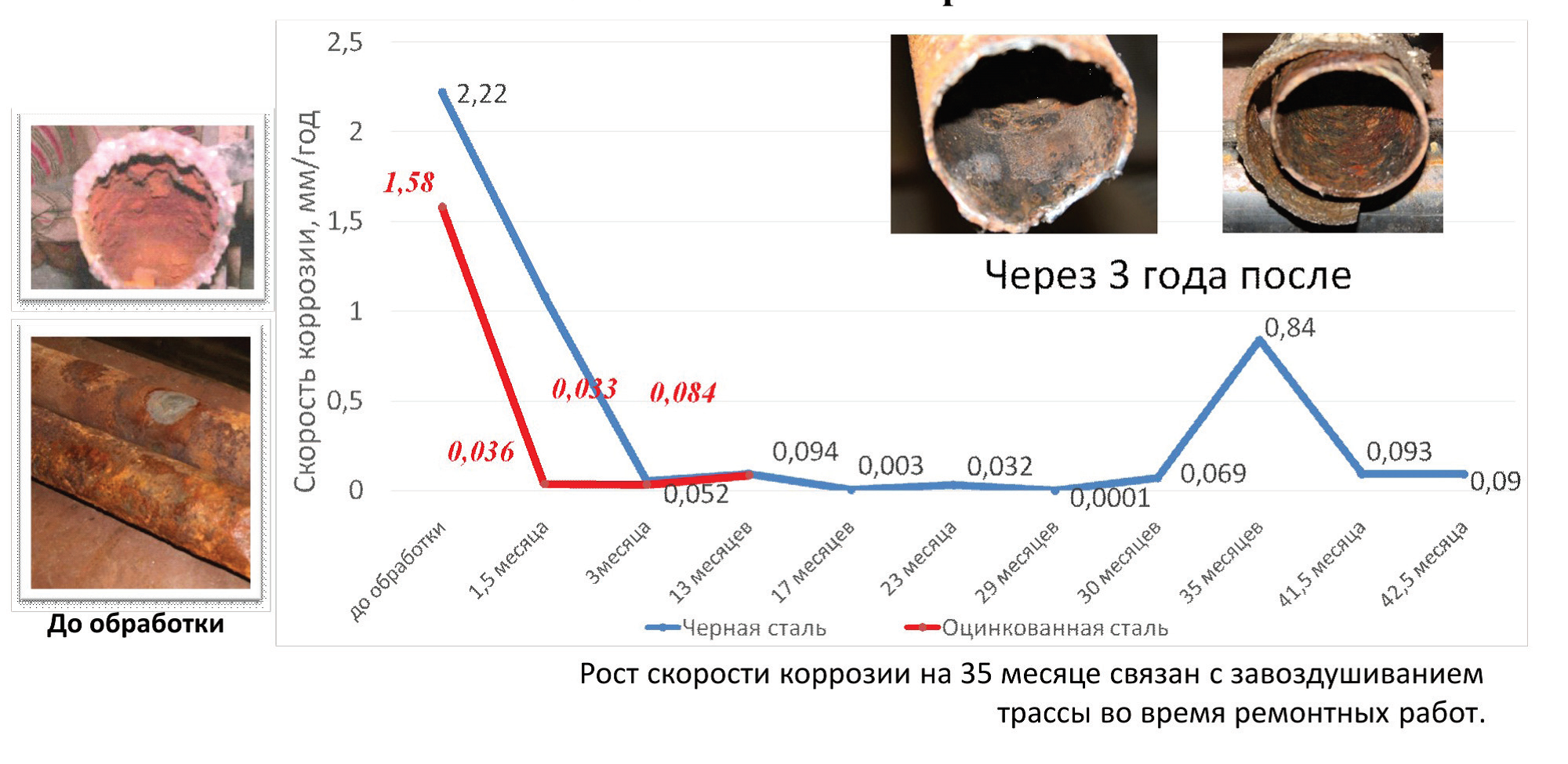
Рис. 10. Динамика изменения скорости коррозии и внешнего вида трубопроводов после обработки систем энергетическим методом и их эксплуатации
Несмотря на исходное состояние тепловых сетей, в результате резкого уменьшения скорости коррозии после ЭМВ не было отмечено ни одной аварии за весь срок наблюдений (7 лет).
Также наблюдалось уменьшение выбросов вредных веществ в атмосферу в 1,5–2,5 раза и кратное уменьшение содержания вредных компонентов в сточных водах. О важности этих факторов свидетельствует утвержденная государственная программа «Охрана окружающей среды на период до 2030 года» [8].
2. ЭМВ для уменьшения процессов электрохимической и микробиологической коррозии
При изучении коррозионных процессов в тепловых сетях и в системах охлаждения дизелей тепловозов (рис. 11) отмечено два вида коррозии: электрохимическая, о снижении скорости которой мы уже говорили, и микробиологическая, обусловленная жизнедеятельностью так называемых железистых бактерий, в том числе типа gallionella. О том, что эти бактерии жизнеспособны до t = 80–85 оС, свидетельствуют работы специалистов Института микробиологии РАН [9, 10]. Бактерии заведомо присутствуют как в тепловых сетях, так и в системах водяного охлаждения дизелей тепловозов.
Поперечный разрез бугорка биоржавчины представлен на рис. 12. Он состоит из налета живых бактерий и продуктов их жизнедеятельности (довольно прочных). Биоржавчина зчительно уменьшает теплоотдачу материала. Создаются идеальные условия для развития под бугорком электрохимической коррозии. Кроме того, возникают термические напряжения, исчерпываются упруго-пластические свойства материала, и происходит разрушение конструкции.
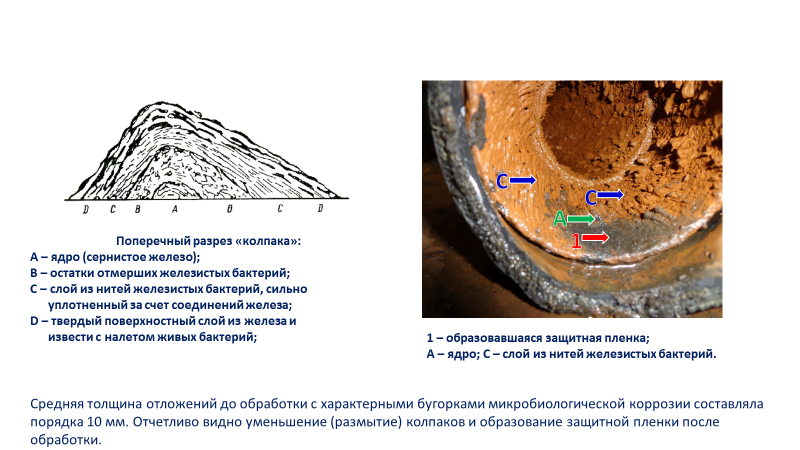
Рис. 12. Размытие «колпаков» микробиологической коррозии в результате применения ЭМВ
В результате применения ЭМВ происходит размытие бугорков биоржавчины и образование по поверхности металла защитного слоя. Эффект особенно ощутим при сравнении внешнего вида конструкции до и после обработки — рис. 13. Через 3 месяца после ЭМВ толщина отложений составляла 10–15 мм, через 12 месяцев — 2–5 мм.
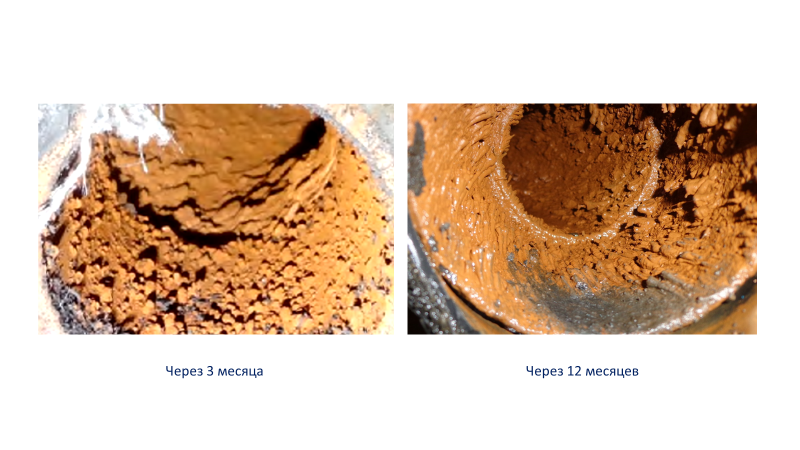
Рис. 13. Сравнительное состояние трубы подачи воды от дизеля к радиаторам через 3 и 12 месяцев после обработки
Также известно, электрохимическая коррозия устраняется ингибиторами, а микробиологическая — окислителями (хлор и его соединения) [11]. В существующие добавки, применяемые, в частности, в водяных системах локомотивов, вводят ингибиторы, а они усиливают биокоррозию.
О прекращении жизнедеятельности железистых бактерий в результате применения ЭМВ в системах водоохлаждения дизелей тепловозов свидетельствует кратное уменьшение содержания остаточного Fe с 11,4 до 0,03 мг/л за год, а также результаты микробиологических исследований.
При этом скорость электрохимической коррозии была снижена нами в 4 раза. Скорость слива (что свидетельствует об очистке системы) увеличена с 0,294 до 0,748 л/с. Расчетный показатель суммарного эффективного сечения трубок вырос с 9 до 66%. (рис. 14). Характеристики охлаждающей воды приведены в соответствие нормативам Минтранса. В частности, жесткость после ЭМВ составила 1,2 мг-экв/л при допустимой 2,5 мг-экв/л, содержание взвесей — 0.
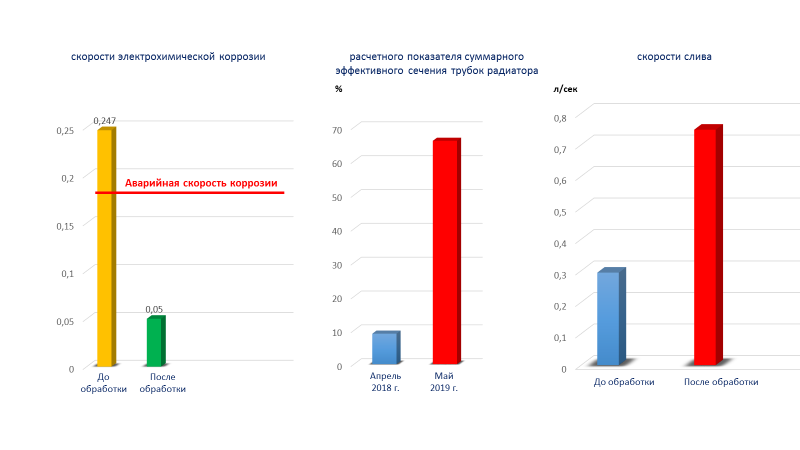
Рис. 14. Динамика изменения технических параметров системы охлаждения дизеля тепловоза в результате обработки
Внешний вид маслоохладителя и места крепления радиатора после ЭМВ приведены на рис. 15–16.

Рис. 15. Общий вид маслоохладителя после обработки, гидравлической промывки и механической очистки

Рис. 16. Состояние системы в местах подключения радиаторов после обработки
3. ЭМВ для устранения межкристаллической коррозии нержавеющих сталей
Рассмотрим довольно-таки сложный случай. Обработка ЭМВ системы охлаждения технологического оборудования для термохимической подготовки электроизоляционных смол (рис. 17). Источник водоснабжения — технический водопропровод завода. Частичное обессоливание исходной воды происходит в нерегулируемом ионообменном фильтре совместного действия Purotap 500 (рис. 18). Оборудование немецкое, изготовленное из нержавеющей стали АISI 321 (аналог — сталь аустенитного типа 08XI8HIOT). Изготовитель гарантирует, что оно работает при любом химическом составе технической воды.

Рис. 17. Технологическое оборудование для термохимической подготовки электроизоляционных смол (производство Германии)

Рис. 18. Система обессоливания Purotap 500
Но вода в системе гидрокарбонатно-кальциевого класса с повышенной жесткостью и щелочностью находится в псевдоустойчивом химическом состоянии, что объективно отражает диаграмма Пурбе (рис. 19). Так, в зависимости от замеренных соотношений рН (от 6,45 до 10,74) и ОВП (от 0 до +0,2) могут наблюдаться зоны с преобладанием восстановительной, окислительной сред и с выпадением из воды железистого осадка Fe(OH)3 (рис. 19).
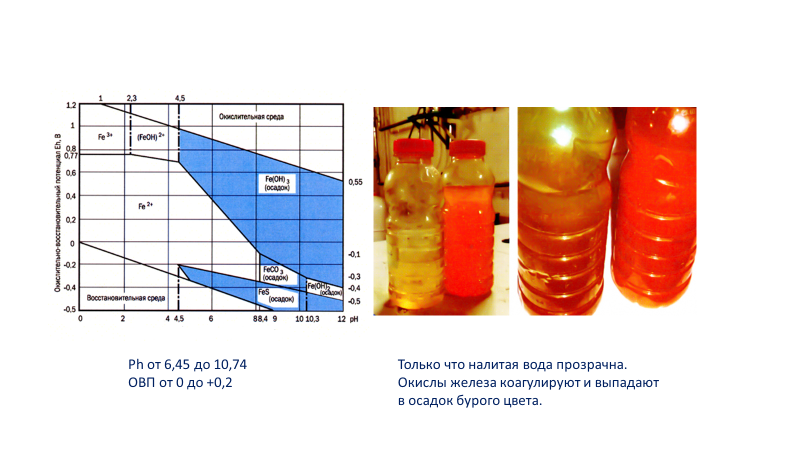
Рис. 19. Состояние воды в системе водоохлаждения оборудования
При аэрации воды кислород воздуха мгновенно окисляет Fe+2 в Fe+3 c выпадением осадка ржавчины. В бескислородных условиях протекает очень интенсивная углекислотная коррозия, в данном случае нержавеющей стали (рис. 20).
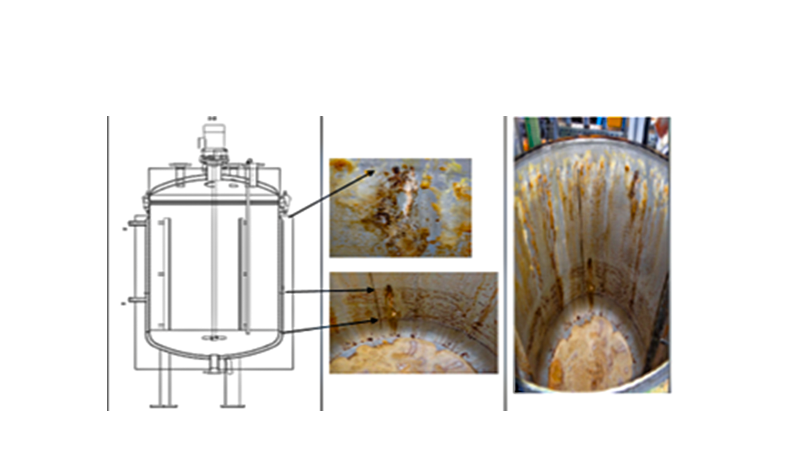
Рис. 20. Коррозионные разрушения системы водоохлаждения импортного оборудования (Германия), выполненного из нержавеющей стали из-за употребления воды низкого качества (псевдоустойчивой)
Коррозионные разрушения (межкристаллитная коррозия) нержавеющей стали наблюдаются в районах линии сварки корпуса с секциями греющей рубашки. Поэтому немецкая фирма и обратилась к нам за помощью.
Уже через месяц после применения ЭМВ вода в системе становится абсолютно прозрачной и образуется защитная пленка (рис. 21). При этом произошло кратное уменьшение скорости коррозии, рН повысился с 6,77 до 7,23.
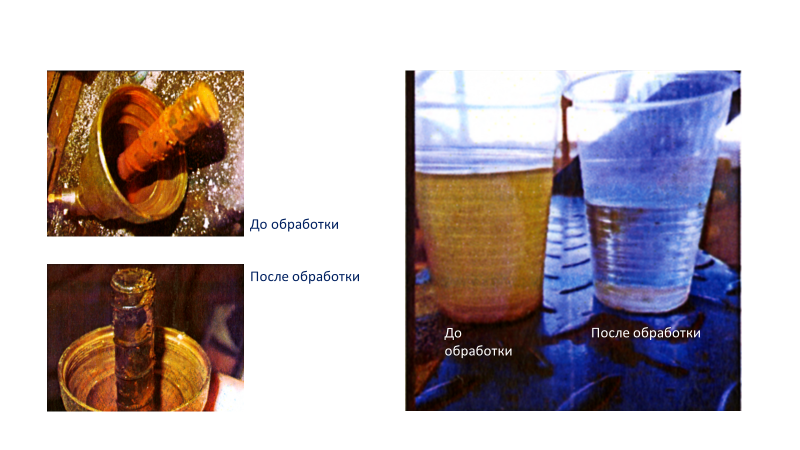
Рис. 21.Состояние оборудования и воды до и после ЭМВ
Заключение
В результате применения ЭМВ происходит:
- Повышение ресурса и энергоэффективноти систем, выполненных из различных конструкционных материалов и находящихся в эксплуатации длительное время.
- Повышение ресурса новых стальных трубопроводов до 50–70 лет ввиду кратного снижения скорости электрохимической коррозии.
- Защита от накипно-коррозионных отложений на весь срок эксплуатации.
- Устранение причин возникновения микробиологической коррозии в трубопроводах из черных, цветных металлов, пластиков.
- Устранение причин возникновения межкристаллической коррозии в нержавеющих сталях.
- Уменьшение вредных выбросов в атмосферу на котельных в 1,5–2,5 раза.
- Кратное уменьшение содержания вредных веществ в сточных водах.
Литература
- Торопов М. Н., Износ — проблема общая. Технология машиностроения. 6/2004 г.
- Вернадский В. Н., Маковецкая О. К. Сталь и алюминий — основные материалы сварочного производства. Технология машиностроения. 2/2005 г.
- Менча М. Н. Формирование биообрастаний на традиционных материалах оборудования системы питьевого водоснабжения. Сборник докладов 7 Международного конгресса «Вода: экология и технологии». 2006 г. Часть 1, стр. 597.
- Торопов М. Н., Перков И. Е., Бегунов П. П. Энергоэффективная экологическая технология повышения надежности и ресурса систем водотеплоснабжения. «Инженерные системы» АВОК Северо-Запад, 1/2019 г.
- Продоус О. А., Иващенко В. В. Гидравлический потенциал стальных и чугунных металлополимерных труб для систем водоснабжения. «Инженерные системы» АВОК Северо-Запад, 3/2019 г.
- Лупей А. Г. О диагностике состояния систем отопления потребителей тепловой энергии. Реформа ЖКХ 4/2004.
- Торопов М. Н. О возможностях выполнения в России решений Киотской конференции. Технология машиностроения. 2/2005 г.
- Коваленко А. В., Шкапов Д. А., Палей Е. Л. Экологические приоритеты котельного оборудования в России. Реальности и перспективы. «Инженерные системы» АВОК Северо-Запад, 4/2019 г.
- Розанова Е. П., Ентальцева Л. А. Распространение сульфатвосстанавливающих бактерий в трубопроводах тепловой сети и причины появления в воде сероводорода. Микробиология. 1999, том 68, № 1.
- Розанова Е. П., Дубинина Г. А. и др. Микроорганизмы в тепловых сетях и внутренняя коррозия стальных трубопроводов. Микробиология. 2003, том 72, № 2.
- Воинцева И. И., Новиков М. Т., Продоус О. А. Продление периода эксплуатации систем водотеплоснабжения из стальных и чугунных труб. «Иженерные системы» АВОК Северо-Запад, 1/2019.
Скачать PDF версию статьи «Продление ресурса эксплуатации и повышение энергоэффективности систем водотеплоснабжения и водоохлаждения»